Teknik Industri
Cara Mengurangi Kesalahan Manusia di Lantai Produksi Farmasi
Dipublikasikan oleh Dewi Sulistiowati pada 12 Februari 2025
Kesalahan manusia di bidang manufaktur menjadi semakin terlihat setiap hari seiring dengan kemajuan teknologi. Faktanya, kesalahan manusia bertanggung jawab atas lebih dari 80% penyimpangan proses di lingkungan farmasi dan manufaktur terkait. Lalu, mengapa hanya sedikit yang dipahami tentang sifat dari peristiwa ini? Terutama karena investigasi kejadian berkualitas berakhir di tempat investigasi kesalahan manusia seharusnya dimulai.
Mereka yang bekerja di industri yang menerapkan praktik manufaktur yang baik (GMP) perlu mengatasi penyimpangan akibat kesalahan manusia. Alasannya, seperti yang saya jelaskan dalam posting blog ini, bukan hanya karena hal tersebut merepotkan, tetapi karena peraturan mengharuskannya.
Apa yang dikatakan peraturan tentang kesalahan manusia dalam Manufaktur
Kode Peraturan Federal (CFR) Judul 21 subbagian B, Organisasi dan Personalia Bagian 211.22 “Tanggung jawab unit kendali mutu” menyatakan “(a) Harus ada unit kendali mutu yang memiliki tanggung jawab dan wewenang untuk menyetujui atau menolak semua komponen, wadah produk obat, penutup, bahan dalam proses, bahan pengemasan, pelabelan, dan produk obat, serta wewenang untuk meninjau catatan produksi guna memastikan tidak ada kesalahan yang terjadi, atau jika terjadi kesalahan, kesalahan tersebut telah diselidiki secara menyeluruh.”
Sangat penting untuk memperhatikan bagian kalimat yang dicetak tebal di atas. Kesalahan manusia BUKAN merupakan akar penyebab karena mungkin saja menjadi alasan terjadinya kesalahan, namun tidak sepenuhnya menjelaskan mengapa kesalahan tersebut terjadi.
“Peraturan yang Mengatur Produk Obat di Uni Eropa, Volume 4, Pedoman Cara Pembuatan yang Baik untuk Produk Obat untuk Penggunaan Manusia dan Hewan” Bagian 1.4 dari Komisi Eropa sedikit lebih spesifik. Bagian tersebut menyatakan, “Sistem Mutu Farmasi yang sesuai untuk pembuatan produk obat harus memastikan bahwa: (xiv) Tingkat analisis akar masalah yang tepat harus diterapkan selama investigasi penyimpangan, dugaan cacat produk, dan masalah lainnya...”. Dilanjutkan, “Apabila kesalahan manusia dicurigai atau diidentifikasi sebagai penyebabnya, maka hal ini harus dibenarkan dengan memastikan bahwa kesalahan atau masalah yang disebabkan oleh proses, prosedural atau sistem tidak terlewatkan, jika ada. Tindakan korektif dan/atau tindakan pencegahan (CAPA) yang tepat harus diidentifikasi dan diambil sebagai tanggapan atas penyelidikan. Efektivitas tindakan tersebut harus dipantau dan dinilai, sejalan dengan prinsip-prinsip Manajemen Risiko Kualitas.”
Memahami peran perilaku manusia
Selama investigasi peristiwa kualitas, tujuan utamanya adalah untuk:
- Menjelaskan apa yang terjadi dalam proses tersebut.
- Menjelaskan mengapa hal itu terjadi.
- Menjelaskan bagaimana produk terpengaruh.
Kesalahan manusia dalam proses produksi biasanya menjelaskan alasan terjadinya penyimpangan. Namun, kecil kemungkinannya bahwa alasan terjadinya kesalahan tersebut dapat dijelaskan. Akibatnya, CAPA sering kali gagal mengatasi kondisi yang mendasari terjadinya kegagalan. Hal ini, pada gilirannya, diterjemahkan ke dalam rencana tindakan yang tidak efektif yang menghasilkan aktivitas yang tidak bernilai tambah, pemborosan sumber daya, dan - yang tak terelakkan - kejadian yang berulang dan berulang.
Anda tidak dapat memahami penyebab utama kesalahan manusia di bidang manufaktur tanpa menjelaskan perilaku manusia. Insinyur kimia menjelaskan perilaku produk, insinyur industri menjelaskan perilaku proses, dan insinyur mesin menjelaskan perilaku peralatan. Namun, siapa yang menjelaskan perilaku manusia?
Sama seperti peralatan, produk, dan proses, perilaku manusia juga kompleks dan harus dianalisis secara ekstensif. Tidak ada yang akan mengakhiri investigasi hanya dengan “kegagalan peralatan”. Orang yang bertanggung jawab akan menjelaskan dengan tepat apa yang menyebabkan kegagalan peralatan tersebut sehingga dapat diperbaiki.
Kejadian yang disebabkan oleh kesalahan manusia di bidang manufaktur harus diselidiki sepenuhnya untuk memastikan efektivitas CAPA. Peraturan mensyaratkan bahwa kesalahan harus diselidiki sepenuhnya, yang berarti Anda harus mengidentifikasi alasan mengapa kesalahan itu terjadi. Untuk memenuhi harapan ini, kita harus memahami bagaimana perilaku manusia dipengaruhi oleh variabel eksternal dan juga variabel internal.
Pertama, kita perlu memahami apa yang dimaksud dengan kesalahan manusia di bidang manufaktur. Kesalahan manusia dapat didefinisikan dengan banyak cara. Salah satu definisi yang saya sukai adalah “tindakan apa pun, yang dilakukan oleh seseorang, yang melebihi toleransi sistem.” Kesalahan manusia adalah sebuah kesalahan - bukan tindakan yang dimaksudkan untuk menyakiti. Sabotase tidak dianggap sebagai kesalahan manusia kecuali jika hasil dari niat yang sebenarnya berbeda dari apa yang diharapkan. Oleh karena itu, mengatakan bahwa telah terjadi kesalahan manusia di bidang manufaktur tidak selalu berarti bahwa itu adalah kesalahan “manusia”. Selain itu, Tingkat Kesalahan Manusia saat ini perlu ditetapkan. Tingkat Kesalahan Manusia adalah perhitungan yang sederhana tetapi kebanyakan perusahaan tidak mengukurnya dengan benar. Rumus perhitungannya adalah:
Jumlah Kesalahan⁄Peluang Kesalahan
Setelah perhitungan itu dilakukan, Anda siap untuk melakukan pengurangan.
Variabel yang mempengaruhi kesalahan manusia dalam manufaktur
Sebagai manusia, kita tidak bekerja di ruang hampa. Perilaku dipengaruhi oleh variabel eksternal maupun internal. Dalam lingkungan manufaktur, variabel-variabel ini dapat dibagi menjadi enam kategori utama:
- Prosedur
- Faktor manusia
- Pelatihan
- Pengawasan
- Komunikasi
- Individu itu sendiri
Individu tidak diragukan lagi bertanggung jawab atas tindakan mereka. Namun sebelum kita menentukan bahwa faktor internal seperti sikap atau perhatian bertanggung jawab atas kesalahan manusia di bidang manufaktur, kita sebagai organisasi bertanggung jawab untuk mengeliminasi kemungkinan faktor eksternal yang memengaruhi perilaku manusia. Kinerja individu di bidang manufaktur terbukti bertanggung jawab atas kurang dari 5% penyimpangan. Jika seorang karyawan mengabaikan cacat karena kurangnya penglihatan yang tepat, misalnya, bukankah organisasi harus memastikan pemeriksaan visual dilakukan secara teratur? Bahkan dalam contoh ini, kita dapat melihat bahwa sistem “layak untuk bertugas” sangat lemah.
Di sisi lain, pelatihan biasanya digunakan sebagai tindakan korektif. Meskipun pelatihan telah terbukti efektif untuk mentransfer pengetahuan, keterampilan, dan kemampuan (KSA), pelatihan hanya akan berhasil untuk karyawan baru, proses baru, atau untuk menginstruksikan perubahan pada proses yang sudah ada jika karyawan yang menjalankan tugas tersebut tidak memiliki KSA yang baru. Faktanya, pelatihan hanya bertanggung jawab atas kurang dari 10% penyimpangan yang berkaitan dengan kinerja, namun sebagian besar upaya organisasi diarahkan untuk mengatasi kurang dari 10% kelemahan yang ada. Tidak heran jika CAPA yang terkait dengan pelatihan sering kali tidak efektif.
Apa yang dapat dilakukan untuk mengurangi kesalahan manusia di lantai produksi Farmasi?
Cara paling efektif untuk mengendalikan kesalahan manusia di bidang manufaktur adalah dengan menerapkan sistem yang memadai. Sistem yang dibuat dengan tujuan khusus menangani faktor manusia (aspek apa pun dari tempat kerja atau pelaksanaan pekerjaan yang membuat pekerja lebih mungkin melakukan kesalahan) dan faktor eksternal. Kita dapat memulainya dengan:
- Menyediakan prosedur, instruksi, dan alat bantu kerja lainnya yang jelas dan akurat.
- Menerapkan rekayasa faktor manusia yang baik untuk sistem kontrol, proses, peralatan, dan lingkungan kerja.
- Menyediakan pelatihan yang relevan.
- Menyediakan pengawasan yang tepat.
- Memastikan komunikasi yang baik.
- Memastikan personel memiliki semua kemampuan yang diperlukan untuk berhasil dalam tugas yang ditugaskan.
Proses
Sangat penting untuk mengetahui perbedaan antara menjelaskan suatu peristiwa dan menjelaskan kesalahan manusia dalam manufaktur. Setelah kesalahan manusia diidentifikasi sebagai penyebab penyimpangan, pertimbangkan kesalahan manusia itu sendiri sebagai peristiwa baru yang perlu dijelaskan dan diperiksa untuk memastikan kondisi diidentifikasi dan diperbaiki.
Jika perubahan tidak dilakukan, perilaku di masa lalu akan memprediksi perilaku di masa depan. Kita harus melakukan penilaian terhadap kejadian di masa lalu dan memastikan alasan terjadinya kesalahan, selain penyebab kejadian tersebut, teridentifikasi. Kemudian kita perlu mengkategorikan penyebab-penyebab ini (kondisi-kondisi terjadinya kesalahan) dengan cara yang sistematis dan seragam. Hal ini memungkinkan untuk menganalisis kontributor yang signifikan dan, berdasarkan prioritas, membuat rencana tindakan yang mengatasi kondisi tersebut. Sebagai contoh, jika sebagian besar kejadian kesalahan manusia terkait dengan prosedur yang tidak lengkap, maka merevisi prosedur tersebut dan menambahkan instruksi yang hilang akan menjadi tindakan yang perlu dipertimbangkan.
Kesalahan manusia di bidang manufaktur tidak akan bisa dihilangkan kecuali kita benar-benar dapat mengidentifikasi apa yang menyebabkan manusia melakukan kesalahan. Jika “memperbaiki” individu yang bersangkutan dapat menghilangkan atau berpotensi mengurangi kemungkinan untuk melakukan kesalahan itu lagi, maka menangani karyawan akan menjadi efektif. Jika kita menantang diri kita sendiri, kita tidak dapat memastikan bahwa hal ini akan memperbaiki masalah. Mengintervensi individu tersebut hanya akan menimbulkan tanggung jawab bagi organisasi, dan kita akan kembali lagi ke awal, mencoba memperbaiki kesalahan yang sama dari individu yang berbeda.
Apa yang dibutuhkan organisasi?
- Proses investigasi yang terstruktur untuk kesalahan manusia di bidang manufaktur.
- Terminologi yang konsisten (akar penyebab).
- Sistem pelacakan/tren/pemantauan.
- Efektivitas berdasarkan pengulangan akar penyebab.
- Indikator kinerja utama (KPI) dan metrik.
Menghilangkan kondisi (penyebab) yang membuat orang menyimpang dari hasil yang diharapkan akan membuat CAPA lebih efektif. Oleh karena itu, efektivitas CAPA harus diukur dengan pengulangan akar penyebab dan pengulangan kejadian. Sebagian besar kejadian, meskipun berbeda, memiliki penyebab yang sama. Efektivitas CAPA yang sebenarnya akan tercapai ketika jumlah penyimpangan berkurang - bukan ketika peristiwa tertentu gagal terulang kembali.
Dengan cara ini, kita akan menjadi lebih produktif dan lebih adil terhadap mereka yang bekerja untuk melakukan pekerjaan dengan baik namun akhirnya menjadi korban dari sistem yang lemah.
Disadur dari: https://www.mastercontrol.com/

Teknik Industri
Faktor Manusia dan Ergonomi di Bidang Manufaktur dalam Konteks Industri 4.0: Sebuah Tinjauan Ruang Lingkup
Dipublikasikan oleh Dewi Sulistiowati pada 12 Februari 2025
Abstrak
Revolusi Industri 4.0 telah membawa pertumbuhan dan perkembangan teknologi yang pesat di industri manufaktur. Perkembangan teknologi memungkinkan proses manufaktur yang efisien dan membawa perubahan dalam pekerjaan manusia, yang dapat menyebabkan ancaman baru terhadap kesejahteraan karyawan dan menantang keterampilan dan pengetahuan yang ada. Faktor manusia dan ergonomi (HF/E) adalah disiplin ilmu untuk mengoptimalkan secara bersamaan kinerja sistem secara keseluruhan dan kesejahteraan manusia dalam konteks pekerjaan yang berbeda. Tujuan dari tinjauan ruang lingkup ini adalah untuk menggambarkan keadaan mutakhir dari penelitian HF/E yang terkait dengan konteks industri 4.0 di bidang manufaktur. Pencarian sistematis menemukan 336 artikel penelitian, di mana 37 di antaranya dianalisis dengan menggunakan kerangka kerja sistem kerja yang berpusat pada manusia yang disajikan dalam literatur HF/E. Tantangan yang terkait dengan perkembangan teknologi dianalisis dalam kerangka kerja sistem kerja mikro dan makroergonomi. Berdasarkan tinjauan tersebut, kami menyusun karakteristik model kematangan tingkat organisasi untuk mengoptimalkan kinerja sistem kerja sosioteknis secara keseluruhan dalam konteks perkembangan teknologi yang pesat di industri manufaktur.
Pernyataan penulis
Arto Reiman: Konseptualisasi, Metodologi, Analisis artikel, Penulisan; Jari Kaivo-oja: Konseptualisasi, Metodologi, Penulisan; Elina Parviainen: Konseptualisasi, Penulisan; Esa-Pekka Takala: Konseptualisasi, Metodologi, Analisis Artikel, Penulisan; Theresa Lauraeus: Konseptualisasi, Penulisan.
1. Pendahuluan
Revolusi Industri 4.0 dikaitkan dengan berbagai megatren teknologi, seperti digitalisasi, kecerdasan buatan, Internet of Things, manufaktur aditif, sistem siber-fisik, komputasi awan, serta peningkatan pesat dalam otomatisasi dan robotika dalam proses manufaktur. Karena perkembangan teknologi, proses manufaktur menjadi semakin kompleks dan mereka menetapkan jenis tuntutan baru untuk praktik dan proses manajemen perusahaan serta kompetensi dan keterampilan personel. Perusahaan manufaktur dengan kompetensi teknologi yang tinggi mampu memanfaatkan dan mengambil manfaat dari perkembangan teknologi ini, sementara perusahaan dengan kompetensi yang lebih rendah cenderung tidak akan berhasil dalam persaingan. Perkembangan teknologi memberikan tantangan tidak hanya bagi perusahaan tetapi juga bagi tenaga kerja di dalam perusahaan. Kebutuhan untuk lebih memahami kompleksitas sistem sosioteknis yang menggabungkan perspektif organisasi, teknologi, dan manusia menjadi jelas.
Kewajiban untuk mengamankan pekerjaan manusia telah meningkat seiring dengan perkembangan teknologi produksi selama abad terakhir. Pekerjaan dalam konteks manufaktur lebih aman dari sebelumnya ketika kecelakaan dan penyakit akibat kerja dipertimbangkan. Namun, dalam situasi yang digerakkan oleh keuntungan, seperti di bidang manufaktur, konflik antara keselamatan manusia dan produksi masih sering terjadi. Operator di lingkungan produksi dan manufaktur sering kali harus menghadapi sistem sebagaimana adanya dan tidak seperti yang dibayangkan. Kurangnya atau tidak memadainya komunikasi antara pengembangan sistem dan pengoperasian sistem dapat menghambat keselamatan dalam praktiknya.
Perkembangan teknologi belum menangani dan menyelesaikan semua tantangan yang ada terkait kesehatan, keselamatan, dan produktivitas manusia dalam proses manufaktur industri. Manusia akan terus berperan aktif dalam proses manufaktur. Namun, peran tersebut dapat berubah seiring berjalannya waktu. Peran manusia dalam proses manufaktur telah bergeser ke arah peran di mana manusia bertindak sebagai operator yang berkolaborasi dengan dan memanfaatkan teknologi baru. Saat ini, dan terutama di masa depan, pengetahuan, keterampilan, dan kompetensi faktor manusia dan ergonomi (HF/E) baik dari operator maupun perancang produksi dan teknologi memiliki peran yang signifikan dalam menjamin dan mengoptimalkan proses kerja yang lancar dan aman. Ada kebutuhan yang jelas untuk komunikasi yang lebih baik antara aktor yang berbeda dan untuk pemahaman yang mendalam tentang faktor manusia dalam desain teknologi baru, proses produksi dan produk. Untuk menjawab tantangan ini, prinsip-prinsip dan teori rekayasa dan HF/E harus diintegrasikan lebih dekat dan diadopsi secara rutin dalam proses desain dan manajemen industri. Hal ini membutuhkan pemahaman tentang kompleksitas tidak hanya pada produk keluaran dan sistem produksi tetapi juga pada manusia dan antarmuka manusia dalam sistem kerja.
Literatur HF/E saat ini menekankan perlunya fokus pada identifikasi risiko baru yang muncul dari kompleksitas industri manufaktur di abad ke-21 dan dalam konteks Industri 4.0. HF/E sebagai disiplin ilmu yang berorientasi pada desain yang berfokus pada interaksi manusia dan teknologi menyediakan kerangka kerja ilmiah untuk penelitian dalam pengaturan tersebut. Dalam penelitian ini, kami menyoroti penetapan tujuan dualistik HF/E; untuk mengoptimalkan kinerja sistem secara keseluruhan dan kesejahteraan manusia. Dalam konteks ini, HF/E mendekati ilmu manajemen umum dan manajemen sumber daya manusia (MSDM).
Tujuan kami adalah untuk berkontribusi pada diskusi akademis dengan meninjau keadaan mutakhir saat ini dalam penelitian yang berkaitan dengan HF/E dalam konteks Industri 4.0. Untuk tujuan ini, kami melakukan tinjauan ruang lingkup untuk merangkum temuan penelitian dari literatur yang ada. Kedua, berdasarkan tinjauan kami, kami mengusulkan kerangka kerja untuk memahami dan mengembangkan kematangan HF/E dalam konteks perkembangan teknologi yang cepat di industri manufaktur.
2. Konsep-konsep kunci
2.1. Industri 4.0
Konsep Industri 4.0 berasal dari Jerman dan pertama kali diperkenalkan pada tahun 2011. Industri 4.0 dapat ditempatkan dalam kerangka kerja revolusi industri yang lebih besar. Revolusi industri pertama dimulai pada tahun 1800-an ketika mekanisasi dan pemanfaatan tenaga mekanik merevolusi pekerjaan industri. Elektrifikasi menjadi dasar bagi revolusi industri kedua dan produksi massal. Revolusi industri ketiga terjadi pada tahun 1960-an ketika digitalisasi dengan pengenalan mikroelektronika dan otomatisasi terlihat. Revolusi industri keempat dipicu oleh perkembangan teknologi informasi dan komunikasi serta perkembangan teknologi yang pesat. Industri 4.0 mewakili gelombang revolusi industri saat ini. Meskipun Industri 4.0 yang berorientasi pada teknologi masih dalam tahap awal dalam praktiknya, beberapa wawasan tentang Industri 5.0 dan seterusnya telah diberikan. Industri 5.0 telah dianggap melengkapi Industri 4.0 yang berorientasi pada teknologi dengan fokus yang lebih berkelanjutan, berpusat pada manusia, dan tangguh.
Konsep Industri 4.0 tidak memiliki definisi yang jelas dan umum yang pada gilirannya memperumit diskusi antara peneliti dan praktisi. Industri 4.0 telah dibahas dalam literatur misalnya dari perspektif solusi teknologi, operasi, bisnis, dan lingkungan kerja dan keterampilan. Karakteristik Industri 4.0 adalah pengembangan radikal dan pemanfaatan teknologi baru, robotika, Big Data, dan Internet-of-Things (I-o-T), serta upaya menuju waktu pengembangan yang cepat, peningkatan kustomisasi, fleksibilitas, dan efisiensi sumber daya. Dalam konteks manufaktur, Industri 4.0 mengubah pabrik menjadi lingkungan yang terotomatisasi dan dioptimalkan di mana proses produksi terhubung secara horizontal dan vertikal di dalam sistem perusahaan. Sistem manufaktur yang dapat dikonfigurasi ulang dan rantai nilai yang dioptimalkan serta jaringan nilai tambah merupakan inti dari proses tersebut. Meskipun perkembangan teknologi di atas terlihat menjanjikan, pada kenyataannya banyak perusahaan manufaktur yang berjuang dalam transisi teknologi ini, misalnya karena posisi keuangan mereka, proses TI yang belum matang, dan tantangan dalam menjaga integritas dalam proses manufaktur.
2.2. Faktor manusia dan ergonomi (HF/E)
HF/E adalah kerangka kerja yang berorientasi pada desain untuk meningkatkan kesesuaian, efektivitas, keamanan, kemudahan kinerja, kesejahteraan manusia, dan kualitas hidup. HF/E sebagai disiplin ilmu menerapkan prinsip-prinsip teori, data, dan metode, serta berkaitan dengan pemahaman interaksi antara manusia dan elemen-elemen lain dalam suatu sistem. HF/E berakar pada ergonomi fisik, yaitu pada karakteristik anatomi, antropometri, fisiologi, dan biomekanika yang berkaitan dengan aktivitas fisik yang dilakukan oleh manusia. Selain itu, HF/E juga menaruh perhatian pada ergonomi kognitif yang berfokus pada proses mental, seperti persepsi, ingatan, pemrosesan informasi, penalaran, dan tanggapan. Namun, pendekatan yang berpusat pada manusia untuk HF/E dapat menjadi sempit, jika fokusnya hanya pada tingkat kinerja individu dan aspek-aspek lain yang relevan dari pekerjaan manusia ditinggalkan dalam penyelidikan. Pemahaman saat ini tentang HF/E menekankan pada pendekatan sistem yang digerakkan oleh desain, interaksi pemangku kepentingan, jaringan dan peran proaktif HF/E. Konsep ergonomi organisasi telah diperkenalkan sebagai kerangka kerja untuk mengubah pemahaman dari mikroergonomi yang berpusat pada individu menjadi makroergonomi yang berpusat pada organisasi dan sistem. Namun, perlu dicatat bahwa pergeseran menuju pemahaman di tingkat organisasi ini berarti bahwa mikroergonomi tingkat individu tidak boleh dilupakan. Sebaliknya, desain makroergonomi yang efektif mendorong sebagian besar desain mikroergonomi dan memastikan kompatibilitas ergonomi yang optimal dari berbagai komponen dengan struktur sistem secara keseluruhan.
Sistem telah dipahami secara luas dalam konteks HF/E. Sebuah sistem dapat sesederhana satu individu yang menggunakan perkakas tangan atau serumit organisasi multinasional atau jaringan nilai organisasi. Lebih lanjut, sebuah sistem dapat digambarkan sebagai sistem kerja, di mana manusia adalah pekerja yang melakukan tugas atau fungsi operasional tertentu dalam lingkungan tertentu, atau sistem produk atau layanan, di mana manusia adalah pengguna produk atau orang yang menerima layanan. Pada artikel ini, kami membahas sistem kerja baik dari perspektif mikroergonomi dan makroergonomi. Dari perspektif mikroergonomi, kami tertarik pada isu-isu yang akan dihadapi manusia di lingkungan manufaktur di masa depan. Dari perspektif makroergonomi, kami tertarik pada subsistem organisasi, teknologi, dan personalia yang membentuk sistem kerja makroergonomi. Subsistem personalia mempertimbangkan orang-orang yang melakukan pekerjaan, sementara subsistem teknologi terdiri dari lingkungan fisik dan teknologi yang digunakan untuk bekerja. Subsistem organisasi, sebagai elemen ketiga dari sistem kerja terdiri dari struktur organisasi dan manajerial dari sistem, dan dapat didiskusikan dari tiga dimensi yang saling berinteraksi; kompleksitas, formalisasi dan sentralisasi. Sentralisasi berkaitan dengan struktur pengambilan keputusan, sementara formalisasi berkaitan dengan tingkat standarisasi di dalam organisasi. Kompleksitas dapat didiskusikan dari perspektif segmentasi organisasi dan dari mekanisme koordinasi antara segmen yang berbeda.
3. Kerangka analisis
Dalam artikel ini, pertama-tama kami merangkum pengetahuan terkini tentang HF/E dalam konteks Industri 4.0 dengan meninjau temuan penelitian dari literatur. Kemudian, berdasarkan tinjauan tersebut, kami mengusulkan kerangka kerja untuk mengevaluasi dan mengelola HF/E dalam konteks Industri 4.0 dan perkembangan teknologi yang pesat di bidang manufaktur. Studi kami dapat disebut sebagai tinjauan ruang lingkup. Kami telah mengikuti versi modifikasi dari proses tinjauan ruang lingkup yang terdiri dari lima tahap seperti yang digambarkan oleh Arksey dan O'Malley.
Pertama, kami mengidentifikasi pertanyaan penelitian (Tahap 1 [29]) untuk tinjauan kami: “Apa yang diketahui dari literatur yang ada tentang penyertaan HF/E dalam konteks Industri 4.0?”. Kami menyadari definisi yang luas dari konsep HF/E dan Industri 4.0; oleh karena itu kami memilih kompilasi kata pencarian yang kami gunakan untuk pencarian database kami. “Faktor manusia”, “Ergonomi”, dan “kehidupan kerja” adalah kata-kata pencarian terkait HF/E, dan untuk Industri 4.0 kami menggunakan “Industri 4.0”, “Manufaktur pintar”, “Manufaktur aditif”, dan “Digitalisasi”.
Pada tahap kedua, kami mengidentifikasi studi yang relevan (Tahap 2). Pencarian dilakukan pada bulan November 2018 dan dilengkapi dengan pencarian terbaru pada bulan Juni 2020 di database Scopus dengan kombinasi istilah pencarian yang dijelaskan di atas. Pencarian terbatas pada dokumen penelitian ilmiah yang diterbitkan pada tahun 2010-an dalam bahasa Inggris. Pencarian tidak terbatas pada jenis penelitian tertentu, sehingga semua jenis penelitian termasuk penelitian kualitatif, kuantitatif, metode campuran, tinjauan literatur, dan tinjauan umum disertakan. Pencarian tersebut mengidentifikasi 336 dokumen yang secara keseluruhan membahas HF/E dan Industri 4.0 pada tingkat tertentu.
Pada tahap ketiga dan keempat dari tinjauan kami - yaitu pemilihan (Tahap 3) dan pemetaan data (Tahap 4) - relevansi literatur dinilai berdasarkan judul dan abstrak untuk mengidentifikasi dokumen yang berfokus pada bidang minat inti kami yaitu HF/E dalam konteks Industri 4.0 di bidang manufaktur. Manufaktur dipertimbangkan dalam konteks ini secara luas. Layanan pendukung seperti logistik dan pemeliharaan disertakan ketika terbukti bahwa fokusnya masih pada lingkungan manufaktur. Pada tahap ini, dua peneliti secara independen membaca judul dan abstrak dan memilih judul yang mereka anggap mewakili area fokus inti dari penelitian ini. Berdasarkan kesepakatan bersama dari kedua peneliti ini, 44 dokumen penelitian didefinisikan sesuai dengan kriteria. Akhirnya, para peneliti membaca seluruh dokumen penelitian secara lengkap.
Tujuan dari analisis dokumen penelitian secara keseluruhan adalah untuk fokus pada identifikasi indikasi perubahan yang diharapkan di tingkat sistem kerja karena Industri 4.0 dan perkembangan teknologi. Secara keseluruhan, 37 dokumen penelitian dari 44 dokumen yang ada mencakup aspek-aspek yang relevan dengan tujuan ini. Mayoritas dokumen menyajikan beberapa kerangka kerja konseptual untuk menilai dan mengembangkan interaksi manusia dan teknologi dalam konteks industri. Beberapa dokumen menyertakan pengaturan pengujian, skenario kerja, dan simulasi sebagai bagian empiris dari dokumen tersebut. Selain itu, kuesioner, observasi dan wawancara digunakan sebagai metode pengumpulan data. Dokumen yang disertakan (n = 37) dan hasil utamanya dalam konteks ini disajikan dalam Lampiran.
Hanya 16 dari 37 dokumen yang diterbitkan dalam jurnal ilmiah dan sisanya (21) diterbitkan sebagai artikel konferensi, yang mengindikasikan topikalitas bidang penelitian ini dan kebaruan dalam penelitian. Kami mengadopsi kategorisasi lima elemen dari sistem kerja untuk mendekati tantangan HF/E yang berbeda; yaitu interaksi antara 1) manusia, 2) lingkungan kerja, 3) tugas-tugas kerja, 4) teknologi, dan 5) organisasi. Pada tahap analisis mikroergonomi, kami berfokus pada tantangan masa depan dari perspektif individu; yaitu apa yang diharapkan untuk dihadapi oleh manusia yang berada di pusat sistem kerja dalam transisi Industri 4.0 ini. Pada bagian akhir dari analisis kami, untuk memfasilitasi diskusi di tingkat organisasi, kami menganalisis tantangan dari perspektif sistem kerja makroekonomi. Tahap analisis dan laporan ini merupakan tahap terakhir dari analisis kami (Tahap 5).
4. Hasil
4.1. Sistem kerja mikroergonomi dalam konteks industri 4.0
Dengan kategorisasi sistem kerja, kami memberikan dasar untuk memahami tantangan yang dihadapi atau diperkirakan akan dihadapi oleh perusahaan manufaktur akibat revolusi Industri 4.0 dan perkembangan teknologi yang pesat. Di bawah ini kami merangkum pengetahuan terkini tentang tantangan yang dihadapi dalam proses manufaktur pada 1) manusia, 2) teknologi, 3) tugas kerja, 4) lingkungan kerja, dan 5) tingkat organisasi dalam konteks Industri 4.0.
4.1.1. Tantangan manusia
Tugas manusia menjadi lebih kompleks dan digitalisasi memungkinkan karyawan yang memiliki keterampilan tinggi dapat diberikan berbagai tugas selain tugas inti yang telah diberikan. Namun, manusia mungkin merasa bahwa mereka mudah berubah karena penerapan teknologi. Selain keterampilan teknologi, pekerjaan manusia di bidang manufaktur telah ditekankan membutuhkan keterampilan yang lebih lunak seperti keterampilan sosial dan komunikasi, serta keterampilan kerja tim dan manajemen diri. Keterampilan penting untuk melakukan tugas-tugas tersebut harus diidentifikasi dan pelatihan harus diberikan untuk memenuhi persyaratan ini. Manusia harus diberikan lebih banyak kemungkinan untuk pengambilan keputusan secara otonom, keragaman pekerjaan, dan kemungkinan untuk interaksi sosial. Manusia juga memiliki nilai, sikap, dan rasa hormat kepada orang lain, yang membedakan mereka dari perangkat teknologi, dan ini harus ditekankan dalam proses manajemen.
4.1.2. Tantangan teknologi
Perusahaan menghadapi berbagai siklus teknologi dan solusi teknis yang baru. Perubahan teknologi adalah realitas sehari-hari dari organisasi industri dan sektor jasa. Perusahaan harus menyadari tingkat kematangan dan kompatibilitas teknologi mereka dan pada saat yang sama menyadari kemungkinan tantangan keselamatan dan keamanan yang mungkin ditimbulkan oleh teknologi baru. Teknologi baru dapat menimbulkan masalah baru bagi operator karena kurangnya informasi yang diberikan dari sistem manufaktur dan lebih banyak perhatian harus diberikan pada desain antarmuka antara manusia dan teknologi baru serta mengintegrasikan aspek-aspek desain ini dalam praktiknya ke dalam proses manufaktur.
Teknologi yang kompleks dapat menimbulkan kemungkinan penggunaan yang tidak diinginkan oleh manusia, jika kegunaan dan proses kognitif diabaikan dalam fase desain. Kesenjangan antara kebutuhan dan keinginan operator dalam transformasi teknologi baru mungkin ada dan terlalu banyak penekanan yang diberikan kepada visi manajer tentang digitalisasi dan transformasi teknologi. Namun, perlu dicatat bahwa teknologi baru kemungkinan besar memungkinkan proses produksi yang lebih lancar yang sesuai dengan kebutuhan manusia. Digitalisasi, robotisasi, dan penggunaan teknologi bantu yang lebih luas, seperti exoskeleton dan sistem kontrol gerakan pintar dapat menghasilkan pekerjaan yang lebih efisien, karena manusia tidak perlu membuang waktu untuk melakukan tindakan yang tidak produktif seperti menunggu dan mencari. Hal ini juga membuktikan bahwa interaksi manusia-robot semakin meningkat dan manusia harus belajar bagaimana bertindak dalam situasi ini secara efisien dan aman. Robot kolaboratif tidak reflektif, mereka mungkin tidak dapat diimplementasikan dengan baik karena kurangnya pengetahuan mendalam tentang teknologi, dan mereka dapat menyebabkan ancaman baru bagi manusia selain perubahan sistem manufaktur.
4.1.3. Tantangan lingkungan kerja
Lingkungan kerja menjadi lebih kompleks karena perkembangan teknologi dan area kerja manusia akan menjadi berbeda jika dibandingkan dengan lingkungan manufaktur sebelumnya. Karyawan harus menghadapi lingkungan produksi dan manufaktur yang sangat terkomputerisasi dan terotomatisasi. Teknologi yang berbeda mencirikan “pabrik pintar” yang memungkinkan hasil yang lebih cepat dan lebih baik, tetapi juga menimbulkan tantangan lingkungan kerja yang berbeda bagi manusia. Dalam sistem manufaktur baru yang kompleks, manusia akan terus-menerus bertindak di lingkungan kerja bersama dengan robot. Hal ini membutuhkan keterampilan dan kemampuan baru untuk berkolaborasi dengan teknologi. Selain itu, kepercayaan dan privasi karyawan dapat terancam di lingkungan kerja yang cerdas di mana informasi yang dikumpulkan juga berisi informasi pribadi individu. Manusia mungkin juga perlu belajar untuk bertindak dalam lingkungan realitas virtual dan desain lingkungan kerja baru yang berpusat pada manusia dapat memperoleh manfaat dari penggunaan pemanfaatan digitalisasi yang lebih canggih seperti kembaran digital.
4.1.4. Tantangan tugas pekerjaan
Mengenai tugas-tugas pekerjaan, ada kemungkinan bahwa fungsi-fungsi tertentu diambil alih oleh manusia dan akibatnya pekerjaan mereka terganggu atau bahkan terhambat. Namun, manusia masih tetap memiliki peran aktif dalam proses manufaktur. Manusia harus memiliki kompetensi dasar untuk bertindak dengan teknologi baru dan sikap positif terhadap perubahan. Tenaga kerja yang terampil memiliki kemampuan untuk menghindari kesalahan dan kesalahan manusia. Selain itu, tenaga kerja yang terampil memiliki kemungkinan untuk meningkatkan efisiensi mereka dengan penggunaan teknologi baru. Tugas-tugas dapat menjadi lebih kompleks, meskipun ada kemungkinan tugas-tugas tersebut sebenarnya menjadi lebih sederhana, karena penguasaan sistem manufaktur ditangani oleh sistem bantuan yang dikembangkan. Kebutuhan untuk mengembangkan sistem pelatihan yang lebih komprehensif dengan memanfaatkan teknologi baru dan digitalisasi untuk mendapatkan tenaga kerja yang terampil di masa depan sudah jelas. Selain itu, analisis tugas yang mendukung alokasi tugas kerja dan manajemen produksi mungkin memerlukan jenis peralatan analisis dan pengukuran baru.
4.1.5. Tantangan organisasi
Pengambilan keputusan organisasi dan sistem pendukung keputusan ditantang oleh sistem produksi yang lebih kompleks. Perusahaan harus menganalisis dan memahami sistem produksi mereka secara komprehensif dan memberikan kemungkinan partisipatif untuk inovasi yang muncul dari personel mereka untuk memungkinkan keberhasilan dalam persaingan di masa depan. Perkembangan teknologi dapat mengarah pada manufaktur digital dan sistem cyber-fisik yang membutuhkan praktik dan proses organisasi baru, misalnya dalam hal manajemen risiko. Selain itu, tantangan organisasi adalah bagaimana mengartikulasikan potensi manfaat dan masalah pada tingkat karyawan sebelum dan selama proses transformasi dan pengembangan teknologi. Namun, ada kemungkinan bahwa perbaikan pada pekerjaan manusia dan manfaat besar bagi produktivitas dapat dicapai, jika fase transformasi ini berhasil dikelola.
Pekerjaan manusia membutuhkan pemahaman yang lebih banyak dan lebih dalam tentang aspek kognitif, fisik, dan psikososial dari sistem. Saat ini, kekurangan tenaga ahli yang sesuai dapat diidentifikasi di bidang-bidang spesialis tertentu dan misalnya tenaga kerja yang menua secara umum di berbagai negara industri harus diakui dari perspektif pengembangan teknik dan operasional di perusahaan-perusahaan manufaktur.
4.2. Perspektif sistem kerja makroergonomi di bidang manufaktur dalam konteks industri 4.0
Sub-bab di atas merangkum temuan dari perspektif sistem kerja yang berpusat pada manusia. Dari sudut pandang makroergonomi yang berpusat pada organisasi, temuan-temuan tersebut dikategorikan kembali dalam tiga kategori subsistem (Tabel 1). Meskipun disajikan dalam tiga kategori, subsistem-subsistem tersebut harus dilihat sebagai satu kesatuan yang saling terkait yang membentuk sistem kerja makroergonomi. Penting untuk diperhatikan bahwa tantangan dalam konteks ini dapat memiliki konsekuensi negatif dan positif. Sebagai contoh, teknologi tinggi memungkinkan produksi berkualitas tinggi jika dikelola dan dimanfaatkan dengan baik. Namun, ketika kemampuan organisasi dan manusia tidak memenuhi tuntutan yang ditetapkan oleh teknologi tinggi ini, hal ini juga dapat menjadi masalah bagi produksi. Selain itu, teknologi tinggi dapat membawa ancaman baru bagi kesehatan manusia jika tidak dikelola dengan benar. Teknologi tinggi menetapkan tuntutan untuk perspektif subsistem personalia, karena kemungkinan besar membawa peningkatan kebutuhan akan keterampilan dan pengetahuan baru. Hal ini pada gilirannya dapat menguji subsistem organisasi, misalnya dari sisi transformasi teknologi dan komunikasi serta perspektif sistem pelatihan personel. Proses pengambilan keputusan yang tersegmentasi dan terpusat juga dapat memberikan persyaratan bagi subsistem organisasi. Di sisi lain, perkembangan teknologi juga dapat dilihat sebagai tantangan dari perspektif formalisasi, yaitu seberapa terstandardisasi proses internal untuk pengembangan dan implementasi teknologi baru dan apakah proses tersebut benar-benar mendukung atau justru mempersulit perubahan dalam praktiknya.
Subsistem Perspektif yang diidentifikasi
Teknologi
- Teknologi tinggi menetapkan tuntutan yang kompleks untuk produksi dan dapat membawa ancaman baru bagi manusia
- Tuntutan akan keselamatan dan keamanan teknologi dan lingkungan kerja meningkat
- Kualitas dan kegunaan antarmuka pengguna teknologi menjadi lebih kompleks
- Sistem produksi menyediakan data yang kompleks, yang pada gilirannya meningkatkan kebutuhan akan metode analisis yang lebih canggih dan keterampilan untuk memanfaatkannya
- Teknologi bantu yang digunakan untuk memudahkan pekerjaan manusia membawa ancaman baru bagi manusia
- Tuntutan akan keterampilan untuk memanfaatkan teknologi baru meningkat
Organisasi
- Tuntutan akan keterampilan organisasi yang mendukung transformasi teknologi dan kegiatan pengembangan meningkat
- Sistem pelatihan personil ditantang untuk menyesuaikan dengan kebutuhan dan tuntutan yang dibawa oleh perkembangan teknologi
- Rasa saling percaya antara pemberi kerja dan karyawan terancam
Personalia
- Tugas-tugas manusia menjadi lebih berat dan kompleks
- Tuntutan terhadap kemampuan kognitif pribadi dan keterampilan sosial dan komunikasi meningkat
- Tuntutan terhadap otonomi karyawan dan keterampilan manajemen diri meningkat
- Kekurangan karyawan yang dihadapi; karena misalnya tenaga kerja yang menua atau kurangnya tenaga ahli yang berketerampilan tinggi
5. Diskusi
Tinjauan ruang lingkup ini merangkum bagaimana HF/E telah dibahas dalam konteks Industri 4.0. Tinjauan kami mengumpulkan bukti dari literatur sebelumnya dan menyimpulkan bahwa manusia tidak akan sepenuhnya dihilangkan dari proses manufaktur karena perkembangan teknologi yang cepat dan kompleks yang dibawa oleh Industri 4.0. Namun, ada kemungkinan peran mereka berubah yang pada gilirannya mempertanyakan praktik dan proses HF/E saat ini dalam konteks manufaktur. Perkembangan teknologi kemungkinan memiliki dampak positif pada produksi tetapi juga dapat menantang kinerja karyawan dan proses serta menimbulkan jenis risiko baru terhadap kesejahteraan dan keselamatan manusia. Penerapan HF/E yang efisien membutuhkan tindakan pengembangan organisasi yang menjangkau semua lapisan organisasi mulai dari manajemen puncak hingga ke tingkat bawah. Mengingat sifat sistem manufaktur yang kompleks, dan meningkatnya kebutuhan akan tindakan holistik yang mendukung tanggung jawab sosial perusahaan di Industri 4.0, implementasi HF/E tidak boleh terbatas pada tindakan pengembangan intraorganisasi, tetapi juga harus mencakup jaringan nilai eksternal dan rantai nilai perusahaan.
Meskipun kami menekankan potensi HF/E dalam konteks ini, kami juga mengungkapkan keprihatinan kami karena temuan kami secara kejam mengekspos pemanfaatan HF/E saat ini yang belum matang dalam konteks Industri 4.0. Sementara perusahaan manufaktur mencari keunggulan organisasi melalui manajemen strategis dan tindakan pengembangan berkelanjutan, mereka tidak boleh mengabaikan karyawan mereka, tetapi menganggap mereka sebagai sumber daya utama yang memastikan proses manufaktur yang lancar [68,69]. Kami berpendapat bahwa HF / E harus diidentifikasi sebagai sumber daya tidak berwujud yang perlu diposisikan dengan lebih baik dalam desain strategis dan praktik dan proses manajemen.
5.1. Kematangan HF/E dalam manufaktur
Untuk memfasilitasi diskusi tentang HF/E dalam konteks manajemen strategis dan keunggulan organisasi, kami menyoroti kebutuhan nyata untuk mengidentifikasi dan mengakui kemampuan dan tingkat kematangan perusahaan dalam menguasai aspek teknis dan HF/E dalam produksi. Berbagai model kematangan Industri 4.0 yang beralasan dan peta jalan dapat diidentifikasi dari literatur (misalnya Referensi), namun isi dan tujuannya tidak menanggapi tujuan holistik kami untuk mengintegrasikan HFE ke dalam pengembangan teknologi dalam konteks Industri 4.0. Misalnya dalam ulasan mereka tentang model kematangan Industri 4.0, Mittal dkk. mengemukakan bagaimana model kematangan telah disesuaikan untuk memenuhi kebutuhan perusahaan yang lebih besar dan kesulitan dalam mengidentifikasi kondisi awal perusahaan yang lebih kecil dalam konteks kematangan Industri 4.0 ini. Selain itu, ulasan mereka menunjukkan bahwa model-model kematangan ini tampaknya tidak menyertakan perspektif HF/E secara langsung. Sebaliknya, isu-isu yang terkait dengan manusia dibahas misalnya dari perspektif manajemen sumber daya manusia, personalia, atau budaya organisasi.
Untuk menjawab kebutuhan ini, kami mengusulkan kerangka model kematangan yang mengintegrasikan kematangan H / FE dan teknologi dalam seluruh proses manufaktur dan menanganinya dalam skala yang memungkinkan perusahaan-perusahaan kecil yang baru saja memasuki bidang Industri 4.0 untuk lebih dikenal dan diposisikan dengan lebih baik. Elemen HF/E dalam kerangka ini dibangun dari temuan-temuan tinjauan kami. Oleh karena itu, kami melihat bahwa kematangan HF/E harus ditinjau dari perspektif sistem kerja makro. Struktur untuk model kematangan kami dibangun di atas tiga elemen yang saling terkait dari sistem kerja makroergonomi, sementara kriteria evaluasi yang tepat harus dibentuk dalam penelitian di masa depan berdasarkan tantangan yang diidentifikasi dalam Tabel 1. Mengenai kematangan teknologi dalam kerangka kerja kami, kami mengakui Sony dan Naik yang mengemukakan dalam artikel ulasan mereka bahwa tidak ada pemahaman umum dan umum untuk kesiapan Industri 4.0. Untuk membumikan perspektif kematangan teknologi kami, kami mengakui ulasan oleh Zheng dkk. yang telah merangkum berbagai aplikasi teknologi Industri 4.0 dalam konteks manufaktur. Idealnya, penyelarasan dengan kriteria evaluasi dalam kerangka kerja kami harus mempertimbangkan HF/E dalam berbagai teknologi yang digunakan dan tersedia untuk perusahaan. Gbr. 1 menunjukkan gambaran yang ideal dan terintegrasi dari kerangka kerja kami. Dalam proses pengembangan kematangan yang ideal ini, H/FE dan kematangan teknologi berkembang secara positif - selangkah demi selangkah, yang pada akhirnya mengarah pada keunggulan organisasi dan teknologi.
Gbr. 1

Gbr. 1. Kerangka yang ideal dan terintegrasi untuk mengintegrasikan HF/E dan Industri 4.0.
Namun, proses pengembangan yang ideal dan progresif ini bukanlah satu-satunya hasil yang mungkin. Pada Gbr. 2, kami memvisualisasikan empat (I-IV) skenario perkembangan kematangan yang tidak ideal yang mungkin terjadi di organisasi kerja mana pun. Pada skenario I, kematangan teknologi berkembang secara positif sementara kematangan HF/E tidak berubah sehingga mengakibatkan pemanfaatan teknologi yang tidak optimal dan membuat personel terpapar pada berbagai jenis bahaya kesehatan dan keselamatan. Pada skenario II, kematangan HF/E berkembang secara positif, tetapi kematangan teknologi gagal berkembang. Dalam skenario ini, personil yang sangat terampil bekerja dengan teknologi yang tidak mendukung kompetensi mereka. Hal ini pada gilirannya dapat menurunkan produktivitas dan menantang motivasi dan komitmen personel untuk bekerja. Pada skenario III, kematangan teknologi yang tinggi tercapai, tetapi kematangan HF/E menurun, mengakibatkan penggunaan teknologi yang tidak optimal dan kemungkinan bahaya bagi kesehatan dan keselamatan manusia. Pada skenario IV, kematangan teknologi menurun, namun kematangan HF/E berkembang ke tingkat yang tinggi sehingga produksi tidak optimal dan tantangan pada motivasi dan komitmen personil untuk bekerja. Kami menyebut keempat skenario kematangan yang tidak ideal ini sebagai paradoks kematangan di mana beberapa perkembangan positif dicapai, namun beberapa perkembangan negatif juga terjadi. Kemungkinan, jenis proses kematangan yang tidak diinginkan ini setidaknya akan berkontribusi pada penurunan produktivitas tenaga kerja atau rendahnya tingkat pengembalian investasi industri. Jika paradoks kedewasaan terjadi pada kenyataannya, baik investor maupun pekerja tidak akan puas dengan hasilnya. Ini adalah alasan mendasar untuk tertarik pada tantangan untuk mengembangkan tingkat kedewasaan dalam dua dimensi.
Gbr. 2

Gambar 2. Empat (I-IV) skenario pembangunan yang tidak ideal.
5.2. Kemampuan organisasi yang dibutuhkan untuk mencapai kematangan
Memasukkan HF/E dalam proses pengembangan organisasi yang lebih besar membutuhkan pemahaman holistik tentang struktur sosioteknis. Seperti yang disoroti oleh Sony dan Naik, sistem sosioteknis dan integrasi sistem harus dikelola pada tiga tingkat: 1) secara vertikal di dalam organisasi, 2) secara horizontal di dalam rantai pasokan, dan 3) dari perspektif ujung-ke-ujung yang menambah nilai pada seluruh siklus hidup produk akhir. Melengkapi kerangka kerja tiga dimensi ini, kami mengadopsi struktur tiga lapis oleh Carayon dkk. Lapisan pertama terdiri dari konteks lokal di mana kegiatan kerja dalam praktiknya dilakukan, yaitu fasilitas produksi. Lapisan kedua mewakili konteks sosio-organisasi, mengacu pada budaya sosial dan organisasi perusahaan. Lapisan ketiga mewakili lingkungan eksternal tempat perusahaan berinteraksi.
Sejalan dengan perspektif vertikal dan horizontal, kami menunjukkan bahwa perusahaan harus memahami proses manufaktur saat ini secara mendalam, yaitu dengan memahami konteks lokal. Hal ini juga membutuhkan pemahaman mikroergonomi tentang tugas-tugas pekerjaan yang dilakukan. Untuk memperoleh pemahaman ini, diperlukan penerapan metode studi dan desain HF/E untuk aktivitas kerja operasional. Data yang diperoleh dari proses tersebut mungkin memerlukan pendekatan analitis baru yang dapat dilakukan, misalnya dengan digitalisasi dan analisis data besar. Digitalisasi telah memperkenalkan cara-cara baru untuk mengumpulkan pengetahuan yang lebih mendalam tentang kesejahteraan dan kinerja karyawan. Hal ini dapat menimbulkan kekhawatiran tentang perspektif privasi individu. Menciptakan kepercayaan antara pemberi kerja dan karyawan dalam konteks ini merupakan tantangan organisasi yang meningkat. Pemahaman yang mendalam tentang proses kerja dan produksi memungkinkan untuk mengkonkretkan dan mengkomunikasikan tantangan di dalam proses tersebut ke semua tingkatan yang relevan di organisasi, yang mewakili budaya sosio-organisasi yang baik. Hal ini, pada gilirannya, memungkinkan pengambilan keputusan berbasis bukti di tingkat manajemen puncak. Terakhir, kami melihat bahwa pendekatan berbasis bukti yang idealis ini menjadi semakin penting karena revolusi Industri 4.0 dan perkembangan teknologi yang cepat yang dihadapi perusahaan manufaktur. Hal ini, pada gilirannya, kami lihat mewakili kompleksitas lapisan ketiga; lingkungan eksternal. Berdasarkan hal ini, kami menunjukkan bahwa ketiga lapisan yang dijelaskan di atas dapat membawa aspek-aspek yang harus dipertimbangkan ketika HF/E dan kematangan teknologi dievaluasi dalam kaitannya dengan keseluruhan proses manufaktur seperti yang diilustrasikan pada Gbr. 3.
Gbr. 3

Gbr. 3 Kematangan HF/E dan teknologi membutuhkan pemahaman holistik tentang konteks organisasi dan operasional.
5.3. Studi masa depan
Kapabilitas organisasi telah dibahas dari berbagai perspektif yang berbeda. Secara umum, kapabilitas organisasi harus didiskusikan sebagai sebuah entitas yang holistik, di mana kapabilitas yang berbeda saling melengkapi - bukan bersaing satu sama lain. Model kapabilitas organisasi dinamis empat komponen oleh Lin dkk. Memberikan kerangka kerja untuk memperdalam analisis berorientasi HF/E. Menurut model mereka, organisasi membutuhkan (1) kemampuan penginderaan untuk perubahan arah, (2) kapasitas penyerapan untuk pembelajaran organisasi, (3) kemampuan relasional untuk membangun hubungan dan akuisisi modal sosial, dan (4) kemampuan integratif untuk komunikasi dan koordinasi agar berhasil bertahan dalam bisnis mereka. Kami melihat bahwa penelitian empiris di masa depan harus berfokus pada analisis dan kontekstualisasi kapabilitas dinamis ini dalam konteks model kematangan. Perhatian khusus harus diberikan pada pembuatan dan pemberian informasi di tingkat organisasi untuk memfasilitasi dan memulai perubahan strategis jangka panjang di tingkat perusahaan. Lebih lanjut, kami mengajukan topik untuk penelitian di masa depan untuk mempertimbangkan apakah dan bagaimana model kapabilitas yang berpusat pada organisasi ini dapat diterapkan dalam menyusun kapabilitas tingkat individu dalam konteks Operator 4.0 yang sangat terkait dengan fenomena Industri 4.0.
Kami menunjukkan adanya kebutuhan untuk memahami kapabilitas organisasi dan kematangannya untuk analisis proses. Analisis proses memfasilitasi perubahan arah dan mencakup pemahaman mendalam tentang subsistem teknologi, termasuk lingkungan kerja, teknologi dan antarmuka serta proses manufaktur. Analisis proses lebih lanjut harus mencakup subsistem personel dan organisasi dengan memahami dan mengidentifikasi keterampilan dan kompetensi yang diperlukan untuk mengembangkan proses, dan untuk menerapkan teknologi dan sistem baru ke dalam proses ini. Kami menyoroti perlunya pembelajaran organisasi dan memperoleh data spesifik perusahaan untuk analisis proses karena perusahaan, personel, proses, dan produk berbeda satu sama lain. Kami melihat bahwa perkembangan dan implementasi teknologi yang cepat tanpa prinsip-prinsip HF/E serta pengetahuan dan data tentang analitik proses dapat mempersulit produktivitas manusia dan memberikan potensi risiko baru terhadap kesehatan dan keselamatan manusia. Kami melihat analitik proses yang dikombinasikan dengan HF/E sebagai tantangan penelitian pertama di masa depan yang muncul dari tinjauan ini.
Kami meningkatkan kemampuan organisasi dan kematangan mereka untuk analisis HF/E. Untuk itu, kami menyoroti perlunya memahami secara mendalam tugas-tugas pekerjaan dan hubungannya dengan kinerja proses manufaktur, organisasi, metode dan teknologi, serta lingkungan kerja. Kami menyoroti perlunya memahami dan - jika perlu - mengukur dan menganalisis secara tepat tugas-tugas kerja dan metode kerja yang digunakan dalam proses. Hasil analisis yang mencakup aspek mikro dan makroergonomi ini harus dibandingkan dengan prinsip-prinsip yang ada dan nilai batas keselamatan yang ditetapkan dalam undang-undang keselamatan dan kesehatan kerja, literatur dan standar HF/E, serta perhitungan produksi perusahaan dan target yang ditetapkan untuk pekerjaan manusia dalam proses. Pengetahuan ini membantu mengidentifikasi tidak hanya potensi risiko pada kesehatan dan keselamatan manusia tetapi juga potensi kemacetan, masalah kualitas, dan penundaan produksi. Analisis harus menjangkau mulai dari fase kerja mikroergonomi dan analisis tingkat aktivitas hingga kompleksitas dan hubungan dari fase-fase kerja yang terpisah dan pada akhirnya ke seluruh sistem manufaktur. Analisis terbaik akan dilakukan pada fase desain produk keluaran yang dihasilkan untuk memfasilitasi kemungkinan perubahan arah yang berkaitan dengan kemungkinan teknologi produksi baru dan pemilihan dan akuisisi model proses.
Lebih lanjut, kami menunjukkan perlunya memahami kematangan teknologi dan kinerja proses manufaktur secara keseluruhan dari perspektif HF/E. Kemampuan teknologi saat ini harus dinilai dalam kaitannya dengan persyaratan produk, target produksi, dan kebutuhan pelanggan. Selain itu, terkait dengan kematangan analisis HF/E yang dijelaskan di atas, kami menyoroti perlunya membahas hal ini dari perspektif subsistem personalia untuk menghubungkan kapabilitas manusia dengan kematangan teknologi dan kinerja proses manufaktur. Jika kemampuan manusia tidak memadai, ada kebutuhan untuk melatih dan memperoleh tenaga kerja terampil baru atau mempertimbangkan solusi teknologi yang lebih canggih. Dalam konteks ini, kami menunjukkan bahwa inovasi teknologi yang radikal dan mengganggu biasanya menciptakan tantangan yang lebih besar daripada inovasi skala kecil yang bertahap. Tantangan penelitian kami di masa depan adalah untuk mempelajari, apa alasan dari perspektif kapabilitas organisasi untuk implementasi HF/E yang tidak memadai ketika teknologi baru diadopsi.
Terakhir, sebagai area yang melintasi semua area kematangan yang disebutkan di atas, kami meningkatkan kematangan manajemen dan orkestrasi pengetahuan terintegrasi. Untuk mengelola semua aktivitas yang menghasilkan data dan informasi yang diperlukan untuk mengintegrasikan manusia, teknologi baru, metode, produk, dan layanan dalam proses manufaktur, yaitu sistem kerja makroergonomi, manajemen proses perlu dibangun dalam kaitannya dengan organisasi operasional, dan kapabilitas mereka dalam konteks ini. Struktur, sistem, dan cara bertindak dan berkomunikasi di dalam dan di luar organisasi tentang informasi terkait proses manufaktur, yaitu subsistem organisasi dan data yang relevan yang diperoleh dari subsistem teknologi dan personalia harus menjadi fokus untuk memfasilitasi proses pemberian informasi. Untuk mencapai hasil dan kualitas terbaik dari seluruh aktivitas dalam organisasi, sistem manajemen perlu mendukung komunikasi yang transparan dan mudah dipahami dalam organisasi untuk menerima dan menggunakan data dan informasi yang berguna untuk mengintegrasikan semua fungsi dalam proses menjadi proses yang produktif, aman, berkualitas baik, dan HF/E. Hal ini membutuhkan tindakan manajemen makroergonomi yang holistik, yang mampu menghasilkan data dan memanfaatkan informasi yang dikumpulkan dari proses-proses mulai dari tugas-tugas kerja tunggal hingga keseluruhan proses manufaktur yang dilengkapi dengan pemahaman tentang lingkungan eksternal tempat perusahaan beroperasi. Pendekatan holistik yang menggabungkan mikroergonomi dan makroergonomi ini masih menjadi area yang belum banyak dipelajari di bidang manufaktur. Studi yang mencakup semua personel dan tingkat pengambilan keputusan serta tiga lapisan (secara vertikal di dalam organisasi; secara horizontal di dalam rantai pasokan; dari perspektif ujung-ke-ujung) yang dijelaskan di atas diperlukan untuk memberikan lebih banyak pemahaman tentang alasan yang mendasari buruknya penerapan HF/E di lingkungan manufaktur.
6. Kesimpulan
Industri 4.0 membentuk kembali manufaktur dengan perkembangan teknologi yang cepat yang berfokus pada peningkatan kinerja proses manufaktur. Namun, teknologi baru juga dapat memberikan efek yang tidak terduga dalam proses dan menyebabkan masalah bagi para pekerja. Literatur yang ditinjau menyoroti ketidakmatangan Industri 4.0 dari perspektif faktor manusia dan ergonomi. Tantangan yang dihadapi perusahaan manufaktur dengan transisi Industri 4.0 sangat kompleks dan membutuhkan kemampuan organisasi yang dinamis yang mempertimbangkan proses manufaktur secara keseluruhan. Sebuah paradoks kematangan telah diidentifikasi dalam tinjauan ini, yang menyoroti perlunya memperhatikan pengembangan teknologi dan kemampuan HF/E secara simultan dalam konteks manufaktur.
Disadur dari: https://www.sciencedirect.com/

Teknik Industri
Pengertian dari Uang
Dipublikasikan oleh Muhammad Reynaldo Saputra pada 11 Februari 2025
Uang dalam ilmu ekonomi tradisional didefinisikan sebagai setiap alat tukar yang dapat diterima secara umum. Alat tukar itu dapat berupa benda apapun yang dapat diterima oleh setiap orang di masyarakat dalam proses pertukaran barang dan jasa. Dalam ilmu ekonomi modern, uang didefinisikan sebagai sesuatu yang tersedia dan secara umum diterima sebagai alat pembayaran bagi pembelian barang-barang dan jasa-jasa serta kekayaan berharga lainnya serta untuk pembayaran utang. Beberapa ahli juga menyebutkan fungsi uang sebagai alat penunda pembayaran. Secara kesimpulan, uang adalah suatu benda yang diterima secara umum oleh masyarakat untuk mengukur nilai, menukar, dan melakukan pembayaran atas pembelian barang dan jasa, dan pada waktu yang bersamaan bertindak sebagai alat penimbun kekayaan.
Keberadaan uang menyediakan alternatif transaksi yang lebih mudah daripada barter yang lebih kompleks, tidak efisien, dan kurang cocok digunakan dalam sistem ekonomi modern karena membutuhkan orang yang memiliki keinginan yang sama untuk melakukan pertukaran dan juga kesulitan dalam penentuan nilai. Efisiensi yang didapatkan dengan menggunakan uang pada akhirnya akan mendorong perdagangan dan pembagian tenaga kerja yang kemudian akan meningkatkan produktivitas dan kemakmuran.
Pada awalnya di Indonesia, uang —dalam hal ini uang kartal— diterbitkan oleh pemerintah Republik Indonesia. Namun sejak dikeluarkannya UU No. 13 tahun 1968 pasal 26 ayat 1, hak pemerintah untuk mencetak uang dicabut. Pemerintah kemudian menetapkan Bank Sentral, Bank Indonesia, sebagai satu-satunya lembaga yang berhak menciptakan uang kartal. Hak untuk menciptakan uang itu disebut dengan hak oktroi.
Sejarah
Mulanya, masyarakat belum mengenal pertukaran karena setiap orang berusaha memenuhi kebutuhannnya dengan usaha sendiri. Manusia berburu jika ia lapar, membuat pakaian sendiri dari bahan-bahan yang sederhana, mencari buah-buahan untuk konsumsi sendiri; singkatnya, apa yang diperolehnya itulah yang dimanfaatkan untuk memenuhi kebutuhannya. Perkembangan selanjutnya menghadapkan manusia pada kenyataan bahwa apa yang diproduksi sendiri ternyata tidak cukup untuk memenuhi seluruh kebutuhannya. Untuk memperoleh barang-barang yang tidak dapat dihasilkan sendiri, mereka mencari orang yang mau menukarkan barang yang dimiliki dengan barang lain yang dibutuhkan olehnya. Akibatnya munculah sistem 'barter' yaitu barang yang ditukar dengan barang. Namun pada akhirnya, banyak kesulitan-kesulitan yang dirasakan dengan sistem ini. Di antaranya adalah kesulitan untuk menemukan orang yang mempunyai barang yang diinginkan dan juga mau menukarkan barang yang dimilikinya serta kesulitan untuk memperoleh barang yang dapat dipertukarkan satu sama lainnya dengan nilai pertukaran yang seimbang atau hampir sama nilainya. Selain itu akibat situasi politik menyebabkan rasa takut untuk melakukan barter. Untuk mengatasinya, mulailah timbul pikiran-pikiran untuk menggunakan benda-benda tertentu untuk digunakan sebagai alat tukar. Benda-benda yang ditetapkan sebagai alat pertukaran itu adalah benda-benda yang diterima oleh umum (generally accepted), benda-benda yang dipilih bernilai tinggi (sukar diperoleh atau memiliki nilai magis dan mistik), atau benda-benda yang merupakan kebutuhan primer sehari-hari; misalnya garam yang oleh orang Romawi digunakan sebagai alat tukar maupun sebagai alat pembayaran upah. Pengaruh orang Romawi tersebut masih terlihat sampai sekarang: orang Inggris menyebut upah sebagai salary yang berasal dari bahasa Latin salarium yang berarti garam.
Meskipun alat tukar sudah ada, kesulitan dalam pertukaran tetap ada. Kesulitan-kesulitan itu antara lain karena benda-benda yang dijadikan alat tukar belum mempunyai pecahan sehingga penentuan nilai uang, penyimpanan (storage), dan pengangkutan (transportation) menjadi sulit dilakukan serta timbul pula kesulitan akibat kurangnya daya tahan benda-benda tersebut sehingga mudah hancur atau tidak tahan lama.
Kemudian muncul apa yang dinamakan dengan uang logam. Uang logam pertama muncul pada 1000 S. M. di Tiongkok. Logam dipilih sebagai alat tukar karena memiliki nilai yang tinggi sehingga digemari umum, tahan lama dan tidak mudah rusak, mudah dipecah tanpa mengurangi nilai, dan mudah untuk dipindah-pindahkan. Logam yang dijadikan alat tukar karena memenuhi syarat-syarat tersebut adalah emas dan perak. Uang logam emas dan perak juga disebut sebagai uang penuh (full bodied money). Artinya, nilai intrinsik (nilai bahan) uang sama dengan nilai nominalnya (nilai yang tercantum pada mata uang tersebut). Pada saat itu, setiap orang berhak menempa uang, melebur, menjual atau memakainya, dan mempunyai hak tidak terbatas dalam menyimpan uang logam.
Sejalan dengan perkembangan perekonomian, timbul suatu anggapan kesulitan ketika perkembangan tukar-menukar yang harus dilayani dengan uang logam bertambah sementara jumlah logam mulia (emas dan perak) sangat terbatas. Penggunaan uang logam juga sulit dilakukan untuk transaksi dalam jumlah besar sehingga diciptakanlah uang kertas. Uang kertas pertama kali dipakai di Tiongkok di jaman Dinasti Tang. Mula-mula uang kertas yang beredar merupakan bukti-bukti pemilikan emas dan perak sebagai alat/perantara untuk melakukan transaksi. Dengan kata lain, uang kertas yang beredar pada saat itu merupakan uang yang dijamin 100% dengan emas atau perak yang disimpan di pandai emas atau perak dan sewaktu-waktu dapat ditukarkan penuh dengan jaminannya. Pada perkembangan selanjutnya, masyarakat tidak lagi menggunakan emas (secara langsung) sebagai alat pertukaran. Sebagai gantinya, mereka menjadikan 'kertas-bukti' tersebut sebagai alat tukar.
Fungsi
Secara umum, uang memiliki fungsi sebagai perantara untuk pertukaran barang dengan barang, juga untuk menghindarkan perdagangan dengan cara barter. Secara lebih rinci, fungsi uang dibedakan menjadi dua yaitu fungsi asli dan fungsi turunan.
Fungsi asli
Fungsi asli uang ada tiga, yaitu sebagai alat tukar, sebagai satuan hitung, dan sebagai penyimpan nilai.
- Uang berfungsi sebagai alat tukar atau medium of exchange yang dapat mempermudah pertukaran. Orang yang akan melakukan pertukaran tidak perlu menukarkan dengan barang, tetapi cukup menggunakan uang sebagai alat tukar. Kesulitan-kesulitan pertukaran dengan cara barter dapat diatasi dengan pertukaran uang.
- Uang juga berfungsi sebagai satuan hitung (unit of account). Hal itu dikarena uang dapat digunakan untuk menunjukan nilai berbagai macam barang/jasa yang diperjualbelikan, menunjukkan besarnya kekayaan, dan menghitung besar kecilnya pinjaman. Uang juga dipakai untuk menentukan harga barang/jasa (alat penunjuk harga). Sebagai alat satuan hitung, uang juga berperan untuk memperlancar pertukaran.
- Selain itu, uang berfungsi sebagai alat penyimpan nilai (valuta) karena dapat digunakan untuk mengalihkan daya beli dari masa sekarang ke masa mendatang. Ketika seorang penjual saat ini menerima sejumlah uang sebagai pembayaran atas barang dan jasa yang dijualnya, maka ia dapat menyimpan uang tersebut untuk digunakan membeli barang dan jasa pada masa mendatang. Hal ini juga dapat dibaca sebagai alat investasi, di mana uang menjadi deposit di bank.
Fungsi Turunan
Selain ketiga hal di atas, uang juga memiliki fungsi lain yang disebut sebagai fungsi turunan. Fungsi turunan itu antara lain:
- Uang sebagai alat pembayaran yang sah
Kebutuhan manusia akan barang dan jasa yang semakin bertambah dan beragam tidak dapat dipenuhi melalui cara tukar-menukar atau barter. Guna mempermudah dalam mendapatkan barang dan jasa yang diperlukan, manusia memerlukan alat pembayaran yang dapat diterima semua orang, yaitu uang.
- Uang sebagai alat pembayaran utang
Uang dapat digunakan untuk mengukur pembayaran pada masa yang akan datang.
- Uang sebagai alat penimbun kekayaan
Sebagian orang biasanya tidak menghabiskan semua uang yang dimilikinya untuk keperluan konsumsi. Ada sebagian uang yang disisihkan dan ditabung untuk keperluan pada masa datang.
- Uang sebagai alat pemindah kekayaan
Seseorang yang hendak pindah dari suatu tempat ke tempat lain dapat memindahkan kekayaannya yang berupa tanah dan bangunan rumah ke dalam bentuk uang dengan cara menjualnya. Di tempat yang baru dia dapat membeli rumah yang baru dengan menggunakan uang hasil penjualan rumah yang lama.
- Uang sebagai alat pendorong kegiatan ekonomi
Apabila nilai uang stabil orang lebih bergairah dalam melakukan investasi. Dengan adanya kegiatan investasi, kegiatan ekonomi akan semakin meningkat.
Syarat-syarat
Suatu benda dapat dijadikan sebagai uang jika benda tersebut telah memenuhi syarat-syarat tertentu. Pertama, benda itu harus diterima secara umum (acceptability). Agar dapat diakui sebagai alat tukar umum suatu benda harus memiliki nilai tinggi atau setidaknya dijamin keberadaannya oleh pemerintah yang berkuasa. Bahan yang dijadikan uang juga harus tahan lama (durability), kualitasnya cenderung sama (uniformity), jumlahnya dapat memenuhi kebutuhan masyarakat serta tidak mudah dipalsukan (scarcity). Uang juga harus mudah dibawa, portable, dan mudah dibagi tanpa mengurangi nilai (divisibility), serta memiliki nilai yang cenderung stabil dari waktu ke waktu (stability of value). Selain itu, mengingat dari bagaimana ia terus berputar dari satu tangan ke tangan yang lain, maka dibutuhkan uang yang mudah dibawa (portability).
Otoritas penciptaan uang
Dalam perekonomian saat ini, otoritas yang memiliki wewenang dan memegang kendali untuk menciptakan uang adalah pemerintah, dalam hal ini pemerintah membentuk otoritas keuangan atau bank sentral. Hal ini terjadi karena keberadaan uang dianggap mewakili keberadaan negara yang bersangkutan. Sehingga wajar apabila ditetapkan lembaga yang atas nama negara atau pemerintahan yang berwenang untuk menciptakan uang. Hampir setiap negara di dunia mempunyai lembaga yang bertugas untuk melaksanakan fungsi otoritas moneter, yang salah satunya adalah mengeluarkan dan mengedarkan uang. Di Indonesia fungsi tersebut dilakukan oleh Bank Indonesia sesuai dengan undang-undang yang berlaku.
Uang dalam Ekonomi
Uang adalah salah satu topik utama dalam pembelajaran ekonomi dan finansial. Monetarisme adalah sebuah teori ekonomi yang banyak membahas tentang permintaan dan penawaran uang. Sebelum tahun 80-an, masalah stabilitas permintaan uang menjadi bahasan utama karya-karya Milton Friedman, Anna Schwartz, David Laidler, dan lainnya.
Kebijakan moneter bertujuan untuk mengatur persediaan uang, inflasi, dan bunga yang kemudian akan memengaruhi output dan ketenagakerjaan. Inflasi adalah turunnya nilai sebuah mata uang dalam jangka waktu tertentu dan dapat menyebabkan bertambahnya persediaan uang secara berlebihan. Hal ini membuat harga barang di pasar mengjadi naik. Suku bunga, biaya yang timbul ketika meminjam uang, adalah salah satu alat penting untuk mengontrol inflasi dan pertumbuhan ekonomi. Bank sentral sering kali diberi tanggung jawab untuk mengawasi dan mengontrol persediaan uang, suku bunga, dan perbankan.
Krisis moneter dapat menyebabkan efek yang besar terhadap perekonomian, terutama jika krisis tersebut menyebabkan kegagalan moneter dan turunnya nilai mata uang secara berlebihan yang menyebabkan orang lebih memilih barter sebagai cara bertransaksi. Ini pernah terjadi di Rusia, sebagai contoh, pada masa keruntuhan Uni Soviet.
Sumber: id.wikipedia.org

Teknik Industri
Difusi Inovasi: Bagaimana Ide dan Teknologi Menyebar dalam Sistem Sosial
Dipublikasikan oleh Muhammad Reynaldo Saputra pada 11 Februari 2025
Difusi inovasi adalah sebuah teori yang berusaha menjelaskan bagaimana, mengapa, dan pada tingkat mana ide dan teknologi baru menyebar. Teori ini dipopulerkan oleh Everett Rogers dalam bukunya Diffusion of Innovations, yang pertama kali diterbitkan pada tahun 1962. Rogers berpendapat bahwa difusi adalah proses di mana sebuah inovasi dikomunikasikan melalui saluran tertentu dari waktu ke waktu di antara para partisipan dalam suatu sistem sosial. Asal-usul teori difusi inovasi bervariasi dan mencakup berbagai disiplin ilmu.
Rogers mengusulkan lima elemen utama yang mempengaruhi penyebaran ide baru: inovasi itu sendiri, pengadopsi, saluran komunikasi, waktu, dan sistem sosial. Proses ini sangat bergantung pada modal sosial. Inovasi harus diadopsi secara luas agar dapat bertahan. Dalam proses adopsi, ada satu titik di mana sebuah inovasi mencapai massa kritis. Pada tahun 1989, konsultan manajemen yang bekerja di perusahaan konsultan Regis McKenna, Inc. berteori bahwa titik ini terletak pada batas antara pengadopsi awal dan mayoritas awal. Kesenjangan antara daya tarik khusus dan adopsi massal (mandiri) ini pada awalnya diberi label "jurang pemasaran".
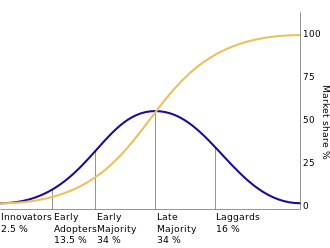
Difusi inovasi menurut Rogers. Dengan kelompok konsumen yang berturut-turut mengadopsi teknologi baru (ditunjukkan dengan warna biru), pangsa pasarnya (kuning) pada akhirnya akan mencapai tingkat kejenuhan. Kurva biru dipecah menjadi beberapa bagian pengadopsi.
Kategori pengadopsi adalah inovator, pengadopsi awal, mayoritas awal, mayoritas akhir, dan tertinggal. Difusi memanifestasikan dirinya dalam berbagai cara dan sangat bergantung pada jenis pengadopsi dan proses keputusan inovasi. Kriteria untuk kategorisasi pengadopsi adalah keinovatifan, yang didefinisikan sebagai sejauh mana seseorang mengadopsi ide baru.
Sejarah
Konsep difusi pertama kali dipelajari oleh sosiolog Prancis Gabriel Tarde pada akhir abad ke-19 dan oleh antropolog dan ahli geografi Jerman dan Austria seperti Friedrich Ratzel dan Leo Frobenius. Studi tentang difusi inovasi berkembang pesat dalam subbidang sosiologi pedesaan di Amerika Serikat bagian barat tengah pada tahun 1920-an dan 1930-an. Teknologi pertanian berkembang pesat, dan para peneliti mulai meneliti bagaimana petani mandiri mengadopsi benih, peralatan, dan teknik hibrida. Sebuah studi tentang adopsi benih jagung hibrida di Iowa oleh Ryan dan Gross (1943) memantapkan penelitian sebelumnya mengenai difusi menjadi paradigma yang berbeda yang akan dikutip secara konsisten di masa depan. Sejak dimulai dalam sosiologi pedesaan, Difusi Inovasi telah diterapkan pada berbagai konteks, termasuk sosiologi medis, komunikasi, pemasaran, studi pembangunan, promosi kesehatan, studi organisasi, manajemen pengetahuan, biologi konservasi dan studi kompleksitas, dengan dampak yang sangat besar terhadap penggunaan obat-obatan, teknik medis, dan komunikasi kesehatan. Dalam studi organisasi, bentuk dasar epidemiologi atau pengaruh internal dirumuskan oleh H. Earl Pemberton, seperti perangko dan kode etik sekolah yang terstandardisasi.
Pada tahun 1962, Everett Rogers, seorang profesor sosiologi pedesaan di Ohio State University, menerbitkan karya pentingnya: Difusi Inovasi. Rogers mensintesis penelitian dari lebih dari 508 studi difusi di berbagai bidang yang pada awalnya memengaruhi teori tersebut: antropologi, sosiologi awal, sosiologi pedesaan, pendidikan, sosiologi industri, dan sosiologi medis. Rogers menerapkannya pada lingkungan perawatan kesehatan untuk mengatasi masalah kebersihan, pencegahan kanker, keluarga berencana, dan mengemudi dalam keadaan mabuk. Dengan menggunakan sintesisnya, Rogers menghasilkan sebuah teori tentang adopsi inovasi di antara individu dan organisasi. Difusi Inovasi dan buku-buku Rogers selanjutnya adalah yang paling sering dikutip dalam penelitian difusi. Metodologi Rogers diikuti dengan cermat dalam penelitian difusi baru-baru ini, bahkan ketika bidang ini telah berkembang ke dalam, dan dipengaruhi oleh, disiplin metodologis lainnya seperti analisis jaringan sosial dan komunikasi.
Proses
Difusi terjadi melalui lima langkah proses pengambilan keputusan. Proses ini terjadi melalui serangkaian saluran komunikasi selama periode waktu tertentu di antara para anggota sistem sosial yang serupa. Ryan dan Gross pertama kali mengidentifikasi adopsi sebagai sebuah proses pada tahun 1943.38 Lima tahap (langkah) Rogers: kesadaran, ketertarikan, evaluasi, uji coba, dan adopsi merupakan bagian integral dari teori ini. Seorang individu dapat menolak sebuah inovasi kapan saja selama atau setelah proses adopsi.
Abrahamson meneliti proses ini secara kritis dengan mengajukan pertanyaan-pertanyaan seperti: Bagaimana inovasi yang secara teknis tidak efisien menyebar dan apa yang menghambat inovasi yang secara teknis efisien untuk diterima? Abrahamson memberikan saran tentang bagaimana para ilmuwan organisasi dapat mengevaluasi penyebaran inovasi secara lebih komprehensif. Dalam edisi selanjutnya dari Diffusion of Innovation, Rogers mengubah terminologinya tentang lima tahap menjadi: pengetahuan, persuasi, keputusan, implementasi, dan konfirmasi. Namun, deskripsi dari kategori-kategori tersebut tetap serupa di seluruh edisi.
Elemen-elemen Kunci dari Penelitian Difusi
- Inovasi
Inovasi mencakup berbagai konsep yang luas terkait dengan pengetahuan yang ada dalam konteks tertentu. Pada dasarnya, setiap ide, praktik, atau objek yang dianggap baru oleh individu atau unit adopsi lain memenuhi syarat sebagai inovasi untuk diteliti. Hal ini dapat mencakup kemajuan teknologi, praktik bisnis baru, atau konsep sosial yang baru.
- Pengadopsi
Pengadopsi adalah unit analisis utama dalam studi difusi. Meskipun individu adalah pengadopsi yang paling umum dipelajari, mereka juga dapat mencakup organisasi seperti bisnis, sekolah, dan rumah sakit, serta kelompok dalam jaringan sosial atau bahkan seluruh negara. Para pengadopsi ini sangat penting dalam memahami bagaimana dan mengapa sebuah inovasi mendapatkan daya tarik.
- Saluran Komunikasi
Saluran komunikasi sangat penting untuk proses difusi, karena memungkinkan transfer informasi antara individu atau organisasi. Pola atau kemampuan komunikasi yang efektif harus dibangun agar difusi dapat terjadi, memastikan bahwa informasi tentang inovasi tersebut sampai ke pengadopsi potensial.
Waktu adalah faktor penting dalam adopsi inovasi. Inovasi jarang diadopsi secara instan; prosesnya biasanya berlangsung dalam waktu yang lama. Sebagai contoh, dalam studi penting Ryan dan Gross tentang adopsi jagung hibrida pada tahun 1943, proses adopsi berlangsung selama lebih dari satu dekade. Awalnya, sebagian besar petani hanya mengadopsi jagung baru di sebagian kecil ladang mereka, dan secara bertahap meningkatkan penggunaannya dari waktu ke waktu.
- Sistem Sosial
Sistem sosial terdiri dari pengaruh eksternal dan internal yang memengaruhi adopsi inovasi. Pengaruh eksternal dapat berupa media massa, mandat organisasi, atau kebijakan pemerintah. Pengaruh internal melibatkan hubungan sosial, kedekatan dengan pemimpin opini, dan kekuatan dari hubungan tersebut. Bersama-sama, faktor-faktor ini menciptakan jaringan pengaruh yang kompleks yang berdampak pada proses pengambilan keputusan pengadopsi potensial.
Keputusan
Ada dua faktor yang menentukan jenis keputusan tertentu:
- Apakah keputusan tersebut dibuat secara bebas dan dilaksanakan secara sukarela
- Siapa yang membuat keputusan
Tingkat adopsi
Tingkat adopsi didefinisikan sebagai kecepatan relatif di mana para peserta mengadopsi sebuah inovasi. Tingkat adopsi biasanya diukur dengan lamanya waktu yang dibutuhkan oleh persentase tertentu dari anggota sistem sosial untuk mengadopsi sebuah inovasi.41 Tingkat adopsi inovasi ditentukan oleh kategori pengadopsi individu. Secara umum, individu yang pertama kali mengadopsi sebuah inovasi membutuhkan waktu adopsi (proses adopsi) yang lebih singkat jika dibandingkan dengan pengadopsi yang terlambat. Dalam kurva adopsi, pada titik tertentu inovasi mencapai massa kritis. Ini adalah saat jumlah pengadopsi individu memastikan bahwa inovasi tersebut dapat bertahan sendiri.
Kategori pengadopsi
Rogers mendefinisikan kategori pengadopsi sebagai klasifikasi individu dalam sistem sosial berdasarkan keinovatifan. Dalam buku Diffusion of Innovations, Rogers menyarankan lima kategori pengadopsi untuk menstandarisasi penggunaan kategori pengadopsi dalam penelitian difusi. Adopsi sebuah inovasi mengikuti kurva S ketika diplot dalam jangka waktu tertentu. Kategori pengadopsi tersebut adalah inovator, pengadopsi awal, mayoritas awal, mayoritas akhir, dan laggards. Selain penjaga gerbang dan pemimpin opini yang ada di dalam komunitas tertentu, agen perubahan dapat berasal dari luar komunitas. Agen perubahan membawa inovasi ke komunitas baru - pertama-tama melalui penjaga gerbang, kemudian melalui pemimpin opini, dan seterusnya melalui komunitas.
Difusi yang gagal
Difusi yang gagal tidak berarti bahwa teknologi tersebut tidak diadopsi oleh siapa pun. Sebaliknya, difusi yang gagal sering kali merujuk pada difusi yang tidak mencapai atau mendekati adopsi 100% karena kelemahannya sendiri, persaingan dari inovasi lain, atau kurangnya kesadaran. Dari perspektif jaringan sosial, difusi yang gagal mungkin diadopsi secara luas dalam kelompok tertentu tetapi gagal memberikan dampak pada orang-orang yang lebih jauh. Jaringan yang terlalu terhubung mungkin mengalami kekakuan yang menghambat perubahan yang mungkin dibawa oleh sebuah inovasi. Terkadang, beberapa inovasi juga gagal sebagai akibat dari kurangnya keterlibatan lokal dan partisipasi masyarakat.
Heterogenitas dan saluran komunikasi
Lazarsfeld dan Merton pertama kali memberikan perhatian pada prinsip-prinsip homofili dan kebalikannya, heterofili. Dengan menggunakan definisi mereka, Rogers mendefinisikan homofili sebagai "sejauh mana pasangan individu yang berinteraksi memiliki kesamaan dalam atribut tertentu, seperti kepercayaan, pendidikan, status sosial, dan sejenisnya."Ketika diberi pilihan, individu biasanya memilih untuk berinteraksi dengan orang yang serupa dengan mereka. Individu yang homofili terlibat dalam komunikasi yang lebih efektif karena kesamaan mereka mengarah pada perolehan pengetahuan yang lebih besar serta perubahan sikap atau perilaku. Namun, difusi membutuhkan tingkat heterofili tertentu untuk memperkenalkan ide-ide baru ke dalam suatu hubungan; jika dua individu identik, tidak ada difusi yang terjadi karena tidak ada informasi baru yang dapat dipertukarkan. Oleh karena itu, situasi yang ideal akan melibatkan pengadopsi potensial yang homofili dalam segala hal, kecuali dalam hal pengetahuan tentang inovasi.
Disadur dari: en.wikipedia.org

Teknik Industri
Manajemen Rekayasa: Memahami Karier dan Pendidikan di Bidang Teknik dan Bisnis
Dipublikasikan oleh Muhammad Reynaldo Saputra pada 11 Februari 2025
Manajemen teknik atau Teknik Manajemen adalah teknik terapan. Ini adalah penerapan metode, alat, dan teknik teknik yang diterapkan pada sistem manajemen bisnis. Manajemen teknik adalah karier yang menyatukan kemampuan pemecahan masalah teknologi dari teknik dan kemampuan organisasi, administrasi, hukum, dan perencanaan manajemen untuk mengawasi kinerja operasional perusahaan yang digerakkan oleh teknik yang kompleks. Posisi karier meliputi manajer teknik, insinyur proyek, insinyur produk, insinyur servis, insinyur proses, insinyur peralatan, insinyur pemeliharaan, insinyur lapangan, insinyur penjualan teknis, insinyur kualitas dan keselamatan. Universitas menawarkan gelar sarjana di bidang manajemen teknik.
Program-programnya meliputi mata kuliah seperti manajemen teknik, manajemen proyek, manajemen operasi, logistik, manajemen rantai pasokan, hukum teknik, rekayasa nilai, kontrol kualitas, jaminan kualitas, six sigma, manajemen kualitas, rekayasa keselamatan, rekayasa sistem, kepemimpinan dan etika teknik, akuntansi, desain teknik terapan, statistik bisnis dan kalkulus. Gelar Master of Engineering Management (MEM) terkadang dibandingkan dengan gelar Master of Business Administration (MBA) bagi para profesional yang mencari gelar pascasarjana sebagai kredensial kualifikasi untuk berkarir di bidang manajemen teknik.
Sejarah
Stevens Institute of Technology diyakini memiliki departemen manajemen teknik tertua, yang didirikan sebagai School of Business Engineering pada tahun 1908. Program ini kemudian disebut program Bachelor of Engineering in Engineering Management (BEEM) dan pindah ke School of Systems and Enterprises. Syracuse University mendirikan gelar sarjana manajemen teknik pertama di Amerika Serikat, yang pertama kali ditawarkan pada tahun 1957. Pada tahun 1967, departemen universitas pertama yang secara eksplisit diberi nama "Manajemen Teknik" didirikan di Universitas Sains dan Teknologi Missouri (Missouri S&T, sebelumnya University of Missouri-Rolla, sebelumnya Missouri School of Mines). Pada tahun 1959, Western Michigan University mulai menawarkan pendahulu gelar sarjana manajemen teknik modern (berjudul "Pengawasan Industri") dan pada tahun 1977, Western Michigan University memulai gelar MS di bidang Administrasi Manufaktur, yang kemudian diubah namanya menjadi Manajemen Teknik.
Di luar Amerika Serikat, di Jerman, departemen pertama yang berkonsentrasi pada Manajemen Rekayasa didirikan pada tahun 1927 di Universitas Teknik Berlin. Di Turki, Universitas Teknik Istanbul memiliki Departemen Teknik Manajemen yang didirikan pada tahun 1982, menawarkan sejumlah program pascasarjana dan sarjana di bidang Teknik Manajemen (dalam bahasa Inggris).[6] Di Inggris, University of Warwick memiliki departemen khusus WMG (sebelumnya dikenal sebagai Grup Manufaktur Warwick) yang didirikan pada tahun 1980, yang menawarkan program pascasarjana di bidang MSc Manajemen Bisnis Teknik.
Michigan Technological University memulai program Manajemen Rekayasa di Sekolah Bisnis & Ekonomi pada musim gugur 2012. Di Kanada, Memorial University of Newfoundland telah memulai program gelar master lengkap di bidang Manajemen Rekayasa. Di Denmark, Universitas Teknik Denmark menawarkan program MSc dalam Manajemen Teknik (dalam bahasa Inggris).
Di Pakistan, Universitas Teknik dan Teknologi, Taxila, Universitas Teknik dan Teknologi, Lahore dan Universitas Sains dan Teknologi Nasional (NUST) menawarkan penerimaan di tingkat Master dan Doktoral dalam Manajemen Teknik, sementara Capital University of Science & Technology (CUST), Universitas Sains dan Teknologi NED, Karachi dan Institut Ilmu dan Teknologi Teknik Ghulam Ishaq Khan telah menjalankan program Magister Teknik/MS dalam Manajemen Teknik. Varian dari program ini adalah Manajemen Kualitas. COMSATS (CIIT) menawarkan program MSc Manajemen Proyek kepada warga Pakistan lokal dan luar negeri sebagai mahasiswa di dalam dan di luar kampus.
Di Italia, program Manajemen Rekayasa pertama didirikan pada tahun 1972 di Universitas Calabria oleh Beniamino Andreatta. Politecnico di Milano menawarkan gelar di bidang Teknik Manajemen, di antara banyak universitas negeri atau swasta (dan terakreditasi publik) lainnya yang termasuk dalam klasifikasi gelar akademis pasca-sekolah menengah yang sama.
Di Maroko, École Nationale Supérieure des Mines de Rabat menawarkan gelar Manajemen Teknik (tiga tahun studi penuh waktu dengan penerimaan selektif untuk pemegang gelar Ahli Madya atau sarjana). Gelar yang ditawarkan disebut sebagai Diplôme d'Ingénieur dan setara dengan gelar Master. Di Rusia, sejak tahun 2014, Fakultas Manajemen Teknik Akademi Kepresidenan Rusia untuk Ekonomi Nasional dan Administrasi Publik (RANEPA) menawarkan gelar sarjana dan magister di bidang Manajemen Teknik. Di Prancis, EPF akan menawarkan, mulai Januari 2018, jurusan Teknik & Manajemen 2 tahun dalam bahasa Inggris untuk tahun ke-4 dan ke-5 dari gelar master Teknik 5 tahun. Dua tahun terakhir terbuka untuk mahasiswa yang telah menyelesaikan gelar sarjana teknik di tempat lain.
Bidang-bidang praktik
Manajemen Teknik adalah bidang yang luas dan dapat mencakup berbagai topik teknis dan manajerial. Sumber daya yang penting adalah Badan Pengetahuan Manajemen Teknik (Engineering Management Body of Knowledge, EMBoK). Topik-topik di bawah ini mewakili topik-topik umum di bidang ini.
- Kepemimpinan dan Manajemen Organisasi
Kepemimpinan dan manajemen organisasi berkaitan dengan keterampilan yang melibatkan arah positif organisasi teknis dan motivasi karyawan. Seringkali seorang manajer harus membentuk kebijakan teknik dalam suatu organisasi.
- Operasi, riset operasi, dan rantai pasokan
Manajemen operasi berkaitan dengan merancang dan mengendalikan proses produksi dan mendesain ulang operasi bisnis dalam produksi barang atau jasa. Riset operasi berkaitan dengan model kuantitatif dari operasi yang kompleks dan menggunakan model-model ini untuk mendukung pengambilan keputusan di sektor industri atau layanan publik. Manajemen rantai pasokan adalah proses perencanaan, pelaksanaan, dan pengelolaan aliran barang, jasa, dan informasi terkait dari titik asal ke titik konsumsi.
- Hukum teknik
Hukum teknik dan undang-undang terkait sangat penting untuk praktik manajemen dan teknik. Undang-undang teknik menjadikan teknik sebagai aktivitas yang terkendali dan manajer teknik harus mengetahui undang-undang mana yang berlaku untuk praktik mereka. Kode etik dapat diabadikan dalam undang-undang. Pelanggaran dan kelalaian profesional didefinisikan dalam hukum. Seorang manajer teknik harus berlisensi sebagai insinyur dan mungkin memiliki insinyur, teknisi, dan ilmuwan alam yang melapor kepadanya. Memahami bagaimana insinyur berlisensi mengawasi teknisi dan ilmuwan yang tidak berlisensi sangat penting untuk praktik yang aman. Seorang manajer teknik harus selalu menggunakan undang-undang keteknikan untuk menolak tekanan jadwal atau tekanan anggaran untuk memastikan keselamatan publik.
- Manajemen teknologi
Memperkenalkan dan memanfaatkan teknologi baru merupakan cara utama untuk mengurangi biaya dan meningkatkan kualitas dalam rekayasa produksi. Tema Manajemen Teknologi (MOT) dibangun di atas fondasi topik manajemen di bidang akuntansi, keuangan, ekonomi, perilaku organisasi, dan desain organisasi. Mata kuliah dalam tema ini membahas masalah operasional dan organisasi yang berkaitan dengan pengelolaan inovasi dan perubahan teknologi.
- Pengembangan produk baru dan rekayasa produk
Pengembangan produk baru (NPD) adalah proses lengkap untuk membawa produk baru ke pasar. Rekayasa produk mengacu pada proses merancang dan mengembangkan perangkat, perakitan, atau sistem sedemikian rupa sehingga dapat diproduksi sebagai barang untuk dijual melalui beberapa proses produksi manufaktur. Rekayasa produk biasanya mencakup aktivitas yang berhubungan dengan masalah biaya, kemampuan produksi, kualitas, kinerja, keandalan, kemudahan servis, masa pakai, dan fitur pengguna. Teknik manajemen proyek digunakan untuk mengelola desain dan kemajuan pengembangan menggunakan model gerbang fase dalam proses pengembangan produk. Desain untuk kemampuan manufaktur (juga kadang-kadang dikenal sebagai desain untuk manufaktur atau DFM) adalah seni rekayasa umum untuk merancang produk sedemikian rupa sehingga mudah diproduksi.
- Rekayasa sistem
Rekayasa sistem adalah bidang interdisipliner dari manajemen teknik dan rekayasa yang berfokus pada cara merancang dan mengelola sistem yang kompleks selama siklus hidupnya.
- Teknik industri
Teknik industri adalah cabang teknik yang berhubungan dengan optimalisasi proses, sistem, atau organisasi yang kompleks. Insinyur industri bekerja untuk menghilangkan pemborosan waktu, uang, material, jam kerja, waktu mesin, energi, dan sumber daya lainnya yang tidak menghasilkan nilai.
Ilmu manajemen menggunakan berbagai prinsip, strategi, dan metode analisis berbasis penelitian ilmiah termasuk pemodelan matematika, statistik, dan algoritme numerik untuk meningkatkan kemampuan organisasi dalam membuat keputusan manajemen yang rasional dan bermakna dengan menghasilkan solusi yang optimal atau mendekati optimal untuk masalah keputusan yang kompleks.
- Manajemen desain teknik
Manajemen desain perekayasaan merupakan adaptasi dan penerapan praktik manajemen yang lazim, dengan tujuan mencapai proses desain perekayasaan yang produktif. Manajemen desain rekayasa terutama diterapkan dalam konteks tim desain rekayasa, di mana kegiatan, keluaran dan pengaruh tim desain direncanakan, dipandu, dipantau dan dikendalikan.
- Budaya keselamatan faktor manusia
Hal yang sangat penting bagi keberhasilan manajemen dalam bidang rekayasa adalah studi tentang faktor manusia dan budaya keselamatan yang terlibat dalam tugas-tugas yang sangat kompleks di dalam organisasi, baik besar maupun kecil. Dalam sistem rekayasa yang kompleks, budaya keselamatan faktor manusia dapat menjadi sangat penting dalam mencegah terjadinya bencana dan meminimalkan tingkat bahaya yang terealisasi. Area kritis dari budaya keselamatan adalah meminimalkan penghindaran kesalahan, meminimalkan jarak kekuasaan, toleransi ambiguitas yang tepat dan meminimalkan budaya penyembunyian. Meningkatkan empati organisasi dan kemampuan untuk melaporkan masalah dengan jelas ke atas rantai manajemen adalah penting untuk keberhasilan program rekayasa.
Program manajemen teknik biasanya mencakup pengajaran di bidang akuntansi, ekonomi, keuangan, manajemen proyek, rekayasa sistem, teknik industri, pemodelan dan optimasi matematika, sistem informasi manajemen, kontrol kualitas & six sigma, manajemen operasi, riset operasi, manajemen sumber daya manusia, psikologi industri, keselamatan dan kesehatan. Ada banyak pilihan untuk masuk ke dalam manajemen teknik, meskipun persyaratan dasarnya adalah lisensi teknik.
Disadur dari: en.wikipedia.org

Teknik Industri
Memahami Sistem ERP: Perencanaan Sumber Daya Perusahaan
Dipublikasikan oleh Muhammad Reynaldo Saputra pada 11 Februari 2025
ERP (Enterprise Resource Planning) adalah suatu model sistem informasi yang memungkinkan organisasi untuk meng-otomasi dan meng-integrasikan proses-proses bisnis utamanya. ERP memecah kebuntuan berbagai hambatan fungsional tradisional dalam organisasi dengan cara mem-fasilitasi sharing/berbagai data, berbagai aliran informasi, dan mengenalkan/menyalurkan praktik-praktik bisnis yang umum diantara semua pengguna dalam organisasi. Implementasi sistem ERP bisa menjadi suatu upaya yang masif yang dapat memakan waktu hingga beberapa tahun.
Karena kompleksitas dan ukuran sistem ERP, hanya sebagian kecil organisasi bersedia atau mampu menerapkan berbagai resource fisik dan finansial dan mengambil risiko untu mengembangkan suatu sistem ERP sendiri (in-house). Karena itu, pada dasarnya semua sistem ERP adalah produk komersial. Produk yang dianggap dan diakui sebagai pemimpin di pasar adalah SAP, Oracle, Baan, J.D. Edwards & Co., dan PeopleSoft Inc.
Paket-paket ERP dijual ke berbagai organisasi klien dalam bentuk modul-modul yang mendukung berbagai proses standar. Beberapa modul ERP yang umum antara lain:
- Asset Managament (Manajemen aset)
- Financial Accounting (Fico atau keuangan)
- Human Resources (SDM)
- Industry-Spesific Solutions
- Plant Maintenance
- Production Planning (Perencanaan produksi)
- Quality Management (Manajemen mutu)
- Sales and Distribution (Penjualan dan distribusi)
- Inventory Management (Manajemen persediaan)
Salah satu masalah dengan berbagai modul yang telah menjadi standar adalah bahwa modul-modul tersebut mungkin tidak selalu cocok dengan kebutuhan organisasi dengan tepat. Contohnya, salah satu pabrik tekstil di Indonesia meng-implementasikan paket ERP hanya untuk menemukan bahwa berbagai modifikasi yang ekstensif, yang tak-diharapkan, dan mahal harus diterapkan pada sistem.
ERP tidak akan membolehkan user untuk memberikan dua harga yang berbeda ke dua pakaian yang sama. Pabrik itu menerapkan satu jenis harga yang sama untuk pasar domestik, tetapi harga yang berbeda (empat kali lebih tinggi) untuk produk-produk yang di-ekspor. Sayangnya, sistem ERP yang khusus semacam itu tidak menyediakan cara untuk memberikan dua harga ke item yang sama sambil tetap mempertahankan jumlah inventori yang akurat.
Organisasi-organisasi yang berharap meng-implementasikan ERP dengan sukses akan perlu untuk memodifikasi proses bisnis mereka supaya cocok dengan ERP, atau memodifikasi ERP supaya sesuai dengan bisnis mereka, atau, yang lebih mungkin lagi, memodifikasi keduanya. Seringkali, aplikasi-aplikasi software tambahan perlu dikoneksikan ke ERP untuk menangani fungsi-fungsi bisnis yang unik, terutama beberapa jenis tugas (proses bisnis) khusus terhadap industri tertentu.
Aplikasi-aplikasi semacam ini, biasanya disebut dengan ‘bolt-ons’, tidak selalu di-desain untuk terkoneksi/berkomunikasi dengan paket-paket ERP. Proses untuk membuatnya cocok secara menyeluruh bisa sangat kompleks dan terkadang bisa gagal, yang berakibat kerugian yang besar bagi organisasi. Paket-paket ERP sangatlah mahal, tetapi penghematan dalam bentuk efisiensi haruslah sangat signifikan. Manajemen organisasi harus melatih kepedulian yang besar dalam memutuskan, jika ada, ERP yang terbaik buat mereka.
Sumber: binus.ac.id
