Perindustrian
Menelusuri Dunia Karet Lembaran Asap Bergaris
Dipublikasikan oleh Wafa Nailul Izza pada 07 Maret 2025
Ribbed Smoked Sheet (RSS) merupakan produk olahan yang diperoleh dari lateks/jus tanaman karet Hevea brasiliensis, yang diproses secara mekanis dan kimia di rumah asap, dengan mutu Green Book. standar dan konsisten. Prinsip pengolahan karet jenis ini adalah mengubah lateks taman menjadi lembaran dengan cara menyaring, mengencerkan, membekukan, menggiling dan mengasapi. Beberapa faktor penting yang mempengaruhi kualitas akhir pemrosesan RSS meliputi pembekuan atau koagulasi lateks, fumigasi, dan pengeringan. Karet asap strip digunakan sebagai bahan baku pembuatan ban kendaraan bermotor, khususnya ban pelek.
Pengolahan Karet Taman
Langkah pertama pada mesin pemisah kertas adalah Pengolahan Karet Karet Taman diperoleh dari hasil olahan pohon karet. Lateks dikumpulkan dalam bola plastik di satu tempat dan disaring untuk memisahkan debu dan bagian lateks yang telah dikoagulasi. Setelah proses ekstraksi selesai, lateks dimasukkan ke dalam tangki koagulasi untuk proses pengenceran dengan air guna menyamakan kandungan karet kering (DKK).
Pengenceran
Tujuan pengenceran adalah untuk menyaring pengotor dan kandungan karet kering dengan mudah untuk mempertahankan cara pengolahan dan kualitas yang sama. Pengenceran dapat dilakukan dengan menambahkan air bersih tanpa komponen pelarut, pH air 5,8-8,0, kesadahan air. 6 dengan kandungan bikarbonat tidak melebihi 0,03%. Pengenceran dilakukan hingga KKK mencapai 12-15%. Lateks dari tangki penerima terlebih dahulu melewati filter menggunakan filter aluminium dan kemudian melewati saluran.
Pembekuan
Pembekuan lateks dilakukan dalam rendaman pemutih dengan penambahan larutan asam. Larutan asam asetat/asam dan cuka dengan konsentrasi 1-2% biasanya digunakan pada lateks dengan takaran 4 ml per kg karet kering. Jumlah ini dapat ditingkatkan jika antikoagulan ditambahkan ke dalam lateks. Penggunaan asam format karena kemampuannya dalam menurunkan pH lateks dan biayanya jauh lebih rendah bagi perkebunan karet dan petani dibandingkan dengan asam lainnya. Tujuan penambahan asam adalah untuk menurunkan pH lateks hingga mencapai titik netral, dimana lateks akan membeku atau mengeras antara pH 4,5-4,7. Ion H+ bereaksi dengan ion OH- dalam protein dan senyawa lain untuk menetralkan muatan, sehingga mengionisasi resin. Setelah menambahkan larutan asam, pengadukan membantu menembus lateks dan mempercepat proses pengawetan. Aduk perlahan sebanyak 6 hingga 10 kali untuk mencegah terbentuknya gelembung udara yang akan mempengaruhi kualitas kertas yang dihasilkan. Laju koagulasi dapat dikontrol dengan memvariasikan rasio lateks, air dan asam untuk memperoleh gumpalan, yang juga dikenal sebagai gumpalan putih kuat. [masukkan] Lateks mengeras setelah 40 menit. Langkah selanjutnya adalah memasukkan pelat penyegel yang berfungsi membuat bentuk kertas.
Thread
Pemutaran dilakukan setelah proses pembekuan selesai. Pasta atau mentega yang dihasilkan diperas untuk menghilangkan kelembapan, sebagian whey dihilangkan, dicuci dan dibuat menjadi lembaran tipis, dan garis batik diaplikasikan pada lembaran tersebut. Untuk memperoleh kertas, gumpalan tersebut dipindahkan menggunakan serangkaian mesin gulungan halus, gulungan belimbing, dan gulungan batik. Setelah berganti bunyi, cuci kembali kertas dengan air bersih untuk mencegah permukaan berminyak akibat penggunaan bahan kimia, bersihkan sisa debu, agar kertas tidak lengket saat dijalankan. Bekuan tanah disiram di tempat terbuka dan terlindung dari sinar matahari selama 1-2 jam. Tujuan dehidrasi adalah untuk mengurangi kadar air kertas sebelum diasapi. Jangan direndam terlalu lama untuk menghindari cacat kertas (misalnya warna karat akibat redoks). Penyiraman dilakukan di tempat yang terlindung dari sinar matahari.
Fear
Fear adalah untuk mengeringkan kertas sehingga terlihat coklat dan mencegah tumbuhnya jamur di atasnya. Asap yang dihasilkan dapat mencegah tumbuhnya jamur pada permukaan lembaran karet. Sebab, asap mengandung bahan kimia yang menghambat pertumbuhan mikroorganisme. Suhu yang digunakan pada ruang cerutu adalah:
- Pengasapan hari pertama dilakukan di rumah asap dengan suhu sekitar 40-45oC.
- Hari kedua merokok, suhu asap dalam ruangan mencapai 50-55 oC.
- Inkubasi pada suhu rumah asap mencapai 55-60oC dari hari ketiga hingga hari berikutnya.
Hari pertama membutuhkan lebih banyak asap untuk menciptakan warna. Segala jenis bahan bakar (biasanya resin) yang masih basah dapat digunakan untuk menambah asap. Pada hari kedua, kertas harus diputar untuk menghilangkan kertas yang menempel pada celah dan sisi kertas harus terkena asap untuk pengalaman merokok yang baik. Mulai hari ketiga, panas dibutuhkan untuk mencapai tingkat yang diperlukan untuk pematangan.
Proses klasifikasi dilakukan menurut kenampakan warna, debu, gelembung udara, kapang dan derajat penggilingan, sesuai aturan yang terdapat dalam SNI 06-0001-1987. Pada dasarnya halaman diklasifikasikan berdasarkan RSS 1, RSS 2, RSS 3, RSS 4, RSS 5 dan kualitas pemotongan. Menggorok mengacu pada pemotongan kertas yang memiliki gelembung udara atau permukaan di area kecil.
Peringkat Kualitas
RSS 1
Peringkat ini harus memenuhi persyaratan. Artinya kertas yang dihasilkan harus benar-benar kering, bersih, sehat, bebas dari cacat, karat, gelembung udara dan kotoran. RSS Tipe 1 tidak boleh terkena karat, kertas lunak, suhu pengeringan terlalu tinggi, tidak kering sempurna, asap tebal, warna terlalu tua atau terbakar, dll. Bahkan gelembung kecil (seukuran peniti) dapat diterima asalkan didistribusikan secara merata. Pengemasan harus ketat untuk mencegah kontaminasi jamur. Namun jika pada saat diterima di dalam kemasan terdapat cetakan, maka diterima asalkan tidak masuk ke dalam karet.
RSS 2
Kelas tidak memerlukan terlalu banyak kriteria. RSS 2 Harus kering, bersih, sehat, bebas noda, gelembung atau debu. Kertas tidak boleh ternoda atau berubah warna karena karat, lunak, suhu pengeringan terlalu tinggi, atau terlalu kering, berasap, warnanya terlalu tua, atau tidak dipanaskan. Kertas jenis ini selalu memiliki gelembung udara yang besar (dua kali ukuran peniti) dan bintik-bintik pada kulit. Pelapis dan bahan pemutih masih diperbolehkan pada pembungkus, kulit luar bandela atau lembaran dalam. Namun jika jumlahnya melebihi 5% dari jumlah yang ditagih, kursi akan dibatalkan.
RSS 3
Standar RSS 3 Harus kering, kokoh dan elastis, bebas dari noda, gelembung atau debu. Cacat warna berupa lepuh besar (tiga kali ukuran kuku jari tangan) atau bintik pada kulit pohon karet yang masih dalam perawatan. Namun jika ada bercak atau garis akibat karat, kertas lembek, suhu pengering terlalu tinggi, kurang kering, banyak asap, warna pudar atau gosong. , kami tidak setuju. Jamur yang terdapat pada kulit luar tanaman dan menempel pada daun tidak menjadi masalah jika jumlahnya tidak melebihi 10% dari tanaman tempat pengambilan sampel.
RSS 4
RSS 4 Standar Karet harus kering, sehat, tanpa cacat, tanpa gelembung, tanpa pasir dan debu asing. Idealnya jika terdapat gelembung udara kecil berukuran empat kali peniti, karetnya agak lengket, dan tidak banyak kotoran di kulit. Kegelapan diperbolehkan asalkan bersih. Seprai basah, pengeringan terlalu tinggi, dan karet panas tidak diperbolehkan. Resin yang dikeringkan atau dicetak pada lapisan luar dan lembaran bandella masih dapat digunakan untuk RSS kelas 4 jika tidak melebihi 20% dari total.
RSS 5
Karet yang digunakan harus halus dan bebas dari debu atau benda asing, kecuali diperbolehkan. Dibandingkan dengan kelas RSS lainnya, RSS 5 merupakan standar terendah. Noda, gelembung udara kecil, bintik kulit yang besar, karet yang sedikit lengket, asap berlebih dan area yang agak kering masih dalam batas yang dapat diterima. Resin kering atau bahan sintetis lapisan luar dan kertas bandela (asalkan tidak melebihi 30% dari total) masih dapat diterima untuk RSS kelas 5. Tidak boleh kering dan terbakar pada suhu tinggi. Kelas jenis ini.
Faktor-faktor yang perlu diperhatikan saat mengolah kertas
Beberapa faktor yang perlu diperhatikan saat mengolah kertas
adalah sebagai berikut:
-
Di dalam ruang asap. Lateks berasal dari tumbuhan yang sudah lama tidak disentuh sehingga membentuk permen karet tipis yang mudah pecah atau sobek. Oleh karena itu, diperlukan penanganan tap yang baik agar Tap Garden Latex dapat memenuhi standar bahan pembuatan kertas. Untuk mencapai hasil produk yang sesuai dengan
-
, kemurnian lateks harus dijaga dari pertanian hingga pabrik pengolahan. Alat pemotong, termasuk pisau pengikis, saluran kain, mangkuk, ember pengumpul, dan pelat pemotong itu sendiri, harus bebas dari debu dan sisa permukaan dari pemotongan sebelumnya.
-
Jika Anda mendapat pajak dari pabrik, tambahkan antikoagulan seperti amonia. Untuk menghindari penggunaan asam format yang berlebihan pada saat proses antikoagulan, maka penambahan antikoagulan diusahakan tidak melebihi batas yang ditentukan. Selama pengangkutan, sebaiknya hindari sinar matahari langsung dan panas berlebihan untuk mencegah prakoagulasi dan melepuh.
-
Menambahkan terlalu banyak atau terlalu banyak penawar racun, seperti asam, akan mengeraskan baja dan membuatnya lebih sulit dipatahkan, tetapi jika tidak cukup, akan membuatnya lunak, lembek, atau tetap terhidrasi (tidak sembelit). Diperlukan] Selama proses upgrade, tambahkan larutan asam secara perlahan dan merata lalu aduk perlahan hingga siap. Ketebalan permen karet kertas yang tidak tepat dapat disebabkan oleh campuran lateks/asam yang tidak tepat, terlalu sedikit asam, terlalu banyak lateks, atau penangas es. Gelembung pada kertas karet dapat disebabkan oleh terlalu banyak asam, terlalu cepat anil, asam terlalu kuat, filtrasi buruk, waktu terlalu lama, atau terlalu sedikit waktu terlalu kuat. Ketika lateks sudah tercampur sempurna, isi bekuan dengan air untuk mencegah oksidasi melalui udara, yang akan menyebabkan terbentuknya batu hitam pada permukaan bekuan.
-
Penggilingan daun dilakukan untuk menghilangkan sebagian besar kelembapan dari daging buah. Semakin tinggi permukaan daun maka semakin cepat kering. Kecepatan penggulungan bervariasi dari satu gulungan ke gulungan lainnya, semakin tinggi kecepatannya maka semakin cepat gulungan belakangnya tetapi gulungan model akhir akan lebih cepat dan putarannya lebih sedikit. Kecepatan putaran dan jarak celah mempengaruhi hasil putaran. Lembaran yang mudah robek mungkin disebabkan oleh kecepatan pengumpanan yang tidak mencukupi atau jarak antara dua celah terlalu besar.
Pada saat pengasapan dan pengeringan, beberapa faktor harus diperhatikan untuk menghindari kesalahan dan memperoleh kualitas yang baik pada pembuatan kertas: Berikut beberapa kemungkinan sumber kesalahan:
-
Lembaran karet bersifat lunak (lengket) dan elastis (melar) karena suhu rumah asap terlalu tinggi. Partikel tar pada permukaan lembaran berasal dari bahan bakar bekas dengan jumlah tar yang banyak, konsentrasi uap air yang mengandung tar, atap cerobong yang terbuat dari genteng, atau seng yang jatuh pada permukaan lembaran karet.
-
Karena kecepatan pengeringan, penggunaan bahan kimia yang tidak tepat seperti natrium bisulfit, warna kertas dapat memudar, atau isian karet pada kertas mungkin terlalu padat pada pengasap.
-
Jika dibiarkan di tempat lembab dalam waktu lama, mikroorganisme pada lembaran karet akan membentuk lapisan tipis berwarna coklat keabu-abuan (karat). Selain itu, karena sirkulasi udara yang buruk, jamur mudah tumbuh di rumah yang suhunya di bawah 40oC. Oleh karena itu, pada hari pertama penjemuran, suhu harus dinaikkan dan pengaturan udara harus dilakukan dengan baik.
-
Gelembung udara dapat terjadi karena cacat pada ruang uap. Misalnya suhu yang rendah, kenaikan suhu yang cepat atau suhu yang sangat tinggi di atas 60oC akan membuat pengeringan menjadi sangat lambat. Selain itu, terpal karet dapat menjadi lengket jika dikeringkan pada suhu yang terlalu tinggi.
-
Abu yang menempel pada lembaran karet dapat terbawa asap dan masuk ke cerobong asap akibat kebakaran yang berlebihan.
Saat ini permasalahan yang mempengaruhi kualitas kertas di ruang penyortiran adalah munculnya jamur atau lumut pada permukaan kertas. Diperlukan] Ruang pemisahan harus bersih dan kering. Gulungan sebaiknya disusun di atas papan kayu, tidak lebih dari empat lapis.
Sumber: id.wikipedia.org

Perindustrian
Mengenal Bahan Bangunan Semen
Dipublikasikan oleh Wafa Nailul Izza pada 06 Maret 2025
Seperti halnya bahan kimia komoditas, petrokimia dibuat dalam skala yang sangat besar. Unit manufaktur petrokimia berbeda dengan pabrik kimia komoditas karena sering kali menghasilkan sejumlah produk terkait. Bandingkan dengan pabrik kimia khusus dan kimia halus di mana produk dibuat dalam proses batch terpisah.
Petrokimia sebagian besar dibuat di beberapa lokasi manufaktur di seluruh dunia, misalnya di Kota Industri Jubail dan Yanbu di Arab Saudi, Texas dan Louisiana di Amerika Serikat, di Teesside di Timur Laut Inggris di Inggris Raya, di Tarragona di Catalonia, di Rotterdam di Belanda, di Antwerpen di Belgia, di Jamnagar, Dahej di Gujarat, India, dan di Singapura. Tidak semua bahan kimia petrokimia atau komoditas yang diproduksi oleh industri kimia dibuat di satu lokasi, tetapi kelompok bahan terkait sering kali dibuat di pabrik-pabrik yang berdekatan untuk mendorong simbiosis industri serta efisiensi bahan dan utilitas dan skala ekonomi lainnya. Hal ini dikenal dalam terminologi teknik kimia sebagai manufaktur terintegrasi. Perusahaan kimia khusus dan kimia halus kadang-kadang ditemukan di lokasi manufaktur yang sama dengan petrokimia, tetapi, dalam banyak kasus, mereka tidak memerlukan tingkat infrastruktur skala besar yang sama (misalnya, jaringan pipa, penyimpanan, pelabuhan, dan listrik, dll.) dan oleh karena itu dapat ditemukan di kawasan bisnis multisektor.
Lokasi manufaktur petrokimia berskala besar memiliki kelompok unit manufaktur yang berbagi utilitas dan infrastruktur skala besar seperti pembangkit listrik, tangki penyimpanan, fasilitas pelabuhan, terminal jalan dan kereta api. Di Inggris, misalnya, ada empat lokasi utama untuk manufaktur semacam itu: di dekat Sungai Mersey di Inggris Barat Laut, di Humber di pantai Timur Yorkshire, di Grangemouth dekat Firth of Forth di Skotlandia, dan di Teesside sebagai bagian dari Northeast of England Process Industry Cluster (NEPIC). Untuk menunjukkan pengelompokan dan integrasi, sekitar 50% bahan kimia petrokimia dan komoditas di Inggris diproduksi oleh perusahaan-perusahaan klaster industri NEPIC di Teesside.
Sejarah
Pada tahun 1835, Henri Victor Regnault, seorang ahli kimia Prancis menjemur vinil klorida di bawah sinar matahari dan menemukan padatan putih di bagian bawah labu yang merupakan polivinil klorida. Pada tahun 1839, Eduard Simon menemukan polistiren secara tidak sengaja dengan menyuling storaks. Pada tahun 1856, William Henry Perkin menemukan pewarna sintetis pertama, Mauveine. Pada tahun 1888, Friedrich Reinitzer, seorang ilmuwan tanaman Austria mengamati kolesteril benzoat memiliki dua titik leleh yang berbeda. Pada tahun 1909, Leo Hendrik Baekeland menemukan bakelite yang terbuat dari fenol dan formaldehida. Pada tahun 1928, bahan bakar sintetis ditemukan dengan menggunakan proses Fischer-Tropsch. Pada tahun 1929, Walter Bock menemukan karet sintetis Buna-S yang terbuat dari stirena dan butadiena dan digunakan untuk membuat ban mobil. Pada tahun 1933, Otto Röhm mempolimerisasi metil metakrilat kaca akrilik pertama. Pada tahun 1935, Michael Perrin menemukan polietilena. Pada tahun 1937, Wallace Hume Carothers menemukan nilon. Pada tahun 1938, Otto Bayer menemukan poliuretan. Pada tahun 1941, Roy Plunkett menemukan Teflon. Pada tahun 1946, ia menemukan Polyester. Botol polietilena tereftalat (PET) dibuat dari etilena dan paraxilena. Pada tahun 1949, Fritz Stastny mengubah polistiren menjadi busa. Setelah Perang Dunia II, polipropilena ditemukan pada awal tahun 1950-an. Pada tahun 1965, Stephanie Kwolek menemukan Kevlar.
Kimia
Material semen dapat diklasifikasikan ke dalam dua kategori yang berbeda: semen hidrolik dan semen non-hidrolik sesuai dengan mekanisme pengaturan dan pengerasan masing-masing. Pengaturan dan pengerasan semen hidraulik melibatkan reaksi hidrasi dan oleh karena itu membutuhkan air, sedangkan semen non-hidraulik hanya bereaksi dengan gas dan dapat langsung mengeras di bawah udara.
Semen hidrolik
Sejauh ini, jenis semen yang paling umum adalah semen hidrolik, yang mengeras melalui hidrasi mineral klinker ketika air ditambahkan. Semen hidrolik (seperti semen Portland) terbuat dari campuran silikat dan oksida, empat fase mineral utama klinker, yang disingkat dalam notasi ahli kimia semen, yaitu:
C3S: alite (3CaO-SiO2);
C2S: belite (2CaO-SiO2);
C3A: trikalsium aluminat (3CaO-Al2O3) (secara historis, dan kadang-kadang masih disebut celite);
C4AF: brownmillerite (4CaO-Al2O3-Fe2O3).
Silikat bertanggung jawab atas sifat mekanik semen - trikalsium aluminat dan brownmillerite sangat penting untuk pembentukan fase cair selama proses sintering(pembakaran) klinker pada suhu tinggi di dalam tanur. Kimiawi dari reaksi-reaksi ini belum sepenuhnya jelas dan masih menjadi objek penelitian.
Semen non-hidrolik
Bentuk semen yang kurang umum adalah semen non-hidrolik, seperti kapur mati(kalsium oksida yang dicampur dengan air), yang mengeras melalui karbonasi yang bersentuhan dengan karbon dioksida, yang ada di udara (~ 412 vol. ppm ≃ 0,04 vol.%). Kalsium oksida (kapur) pertama diproduksi dari kalsium karbonat( batu kapur atau kapur) melalui kalsinasi pada suhu di atas 825 ° C (1.517 ° F) selama sekitar 10 jam pada tekanan atmosfer
Reaksi ini berlangsung lambat, karena tekanan parsial karbon dioksida di udara rendah (~ 0,4 milibar). Reaksi karbonasi mengharuskan semen kering terpapar udara, sehingga kapur mati adalah semen non-hidrolik dan tidak dapat digunakan di bawah air. Proses ini disebut siklus kapur.
Sejarah
Mungkin kejadian semen yang paling awal yang diketahui berasal dari dua belas juta tahun yang lalu. Endapan semen terbentuk setelah terjadinya serpih minyak yang terletak berdekatan dengan lapisan batu kapur yang terbakar karena sebab-sebab alami. Endapan kuno ini diselidiki pada tahun 1960-an dan 1970-an.
Alternatif semen yang digunakan pada zaman dahulu
Semen, secara kimiawi, adalah produk yang mengandung kapur sebagai bahan pengikat utama, tetapi jauh dari bahan pertama yang digunakan untuk penyemenan. Bangsa Babilonia dan Asyur menggunakan aspal untuk mengikat batu bata atau lempengan pualam yang terbakar. Di Mesir Kuno, balok-balok batu disemen dengan mortar yang terbuat dari pasir dan gipsum yang dibakar secara kasar (CaSO4 - 2H2O), yang merupakan Plester Paris, yang sering mengandung kalsium karbonat (CaCO3),
Yunani Kuno dan Romawi
Kapur (kalsium oksida) digunakan di Kreta dan oleh orang Yunani Kuno. Terdapat bukti bahwa orang Minoa di Kreta menggunakan batu kapur yang dihancurkan sebagai pozzolan buatan untuk semen hidrolik. Tidak ada yang tahu siapa yang pertama kali menemukan bahwa kombinasi kapur non-hidrolik terhidrasi dan pozzolan menghasilkan campuran hidrolis (lihat juga: Reaksi pozzolanik), tetapi beton semacam itu digunakan oleh orang Yunani, khususnya Makedonia Kuno, dan tiga abad kemudian dalam skala besar oleh para insinyur Romawi.
Ada... sejenis bubuk yang karena sebab-sebab alamiah menghasilkan hasil yang menakjubkan. Ditemukan di lingkungan Baiae dan di pedesaan yang termasuk dalam kota-kota di sekitar Gunung Vesuvius. Zat ini ketika dicampur dengan kapur dan reruntuhan tidak hanya memberikan kekuatan pada bangunan jenis lain tetapi bahkan ketika dermaga dibangun di laut, mereka mengeras di bawah air.
-Marcus Vitruvius Pollio, Liber II, De Architectura, Bab VI "Pozzolana" Bagian 1
Orang Yunani menggunakan tufa vulkanik dari pulau Thera sebagai pozzolan dan orang Romawi menggunakan abu vulkanik yang dihancurkan ( silikat aluminium aktif) dengan kapur. Campuran ini dapat mengeras di bawah air, meningkatkan ketahanannya terhadap korosi seperti karat. Bahan ini disebut pozzolana dari kota Pozzuoli, sebelah barat Napoli di mana abu vulkanik diekstraksi. Dengan tidak adanya abu pozzolana, orang Romawi menggunakan bubuk bata atau tembikar sebagai penggantinya dan mereka mungkin telah menggunakan ubin yang dihancurkan untuk tujuan ini sebelum menemukan sumber-sumber alami di dekat Roma. Kubah besar Pantheon di Roma dan Pemandian Caracalla yang masif adalah contoh bangunan kuno yang terbuat dari beton ini, yang sebagian besar masih berdiri. Sistem saluran air Romawi yang luas juga banyak menggunakan semen hidrolik. Beton Romawi jarang digunakan di bagian luar bangunan. Teknik normalnya adalah menggunakan material batu bata sebagai bekisting untuk mengisi mortar yang dicampur dengan agregat pecahan batu, batu bata, pecahan tembikar, bongkahan beton daur ulang, atau reruntuhan bangunan lainnya.
Mesoamerika
Beton ringan dirancang dan digunakan untuk konstruksi elemen struktur oleh para pembangun pra-Columbus yang tinggal di peradaban yang sangat maju di El Tajin dekat Mexico City, di Meksiko. Sebuah studi terperinci tentang komposisi agregat dan pengikat menunjukkan bahwa agregat adalah batu apung dan pengikatnya adalah semen pozzolan yang dibuat dengan abu vulkanik dan kapur.
Abad Pertengahan
Tidak diketahui adanya pelestarian pengetahuan ini dalam literatur dari Abad Pertengahan, tetapi para tukang batu dan beberapa insinyur militer pada abad pertengahan secara aktif menggunakan semen hidraulik pada struktur seperti kanal, benteng, pelabuhan, dan fasilitas pembuatan kapal. Campuran mortar kapur dan agregat dengan material batu bata atau batu digunakan di Kekaisaran Romawi Timur dan juga di Barat hingga periode Gotik. Rhineland Jerman terus menggunakan mortar hidrolik selama Abad Pertengahan, memiliki deposit pozzolana lokal yang disebut trass.
Abad ke-16
Tabby adalah bahan bangunan yang terbuat dari kapur cangkang tiram, pasir, dan cangkang tiram utuh untuk membentuk beton. Orang Spanyol memperkenalkannya ke Amerika pada abad keenam belas.
Abad ke-18
Pengetahuan teknis untuk membuat semen hidrolik diformalkan oleh para insinyur Prancis dan Inggris pada abad ke-18.
John Smeaton memberikan kontribusi penting dalam pengembangan semen ketika merencanakan pembangunan Mercusuar Eddystone ketiga (1755-59) di Selat Inggris yang sekarang dikenal sebagai Menara Smeaton. Dia membutuhkan mortar hidraulik yang dapat mengeras dan mengembangkan kekuatan dalam periode dua belas jam di antara gelombang pasang yang berurutan. Dia melakukan eksperimen dengan kombinasi batu kapur yang berbeda dan bahan tambahan termasuk trass dan pozzolana dan melakukan riset pasar yang mendalam tentang kapur hidrolik yang tersedia, mengunjungi tempat produksi mereka, dan mencatat bahwa "hidrolisitas" kapur secara langsung berkaitan dengan kandungan tanah liat dari batu kapur yang digunakan untuk membuatnya. Smeaton berprofesi sebagai insinyur sipil, dan membawa ide tersebut lebih jauh.
Di pesisir Atlantik Selatan Amerika Serikat, tabby yang mengandalkan cangkang tiram dari penduduk asli Amerika sebelumnya digunakan dalam konstruksi rumah dari tahun 1730-an hingga 1860-an.
Khususnya di Inggris, batu bangunan berkualitas baik menjadi semakin mahal selama periode pertumbuhan yang cepat, dan menjadi praktik umum untuk membangun gedung-gedung prestisius dari batu bata industri baru, dan menyelesaikannya dengan plesteran untuk meniru batu. Kapur hidrolik disukai untuk hal ini, tetapi kebutuhan akan waktu yang cepat mendorong pengembangan semen baru.
Yang paling terkenal adalah "semen Romawi" Parker. Ini dikembangkan oleh James Parker pada tahun 1780-an, dan akhirnya dipatenkan pada tahun 1796. Faktanya, semen ini tidak seperti bahan yang digunakan oleh bangsa Romawi, tetapi merupakan "semen alami" yang dibuat dengan membakar septaria - bintil-bintil yang ditemukan di endapan tanah liat tertentu, dan mengandung mineral tanah liat dan kalsium karbonat. Bintil-bintil yang dibakar digiling menjadi bubuk halus. Produk ini, dibuat menjadi adukan semen dengan pasir, mengeras dalam waktu 5-15 menit. Keberhasilan "semen Romawi" membuat produsen lain mengembangkan produk saingan dengan membakar semen kapur hidrolik buatan dari tanah liat dan kapur. Semen Romawi dengan cepat menjadi populer tetapi sebagian besar digantikan oleh semen Portland pada tahun 1850-an.
Abad ke-19
Tampaknya tidak menyadari karya Smeaton, prinsip yang sama diidentifikasi oleh Louis Vicat dari Prancis pada dekade pertama abad kesembilan belas. Vicat kemudian menemukan metode untuk menggabungkan kapur dan tanah liat ke dalam campuran yang intim, dan dengan membakarnya, menghasilkan "semen buatan" pada tahun 1817 yang dianggap sebagai "cikal bakal" semen Portland dan "... Edgar Dobbs dari Southwark mematenkan semen semacam ini pada tahun 1811."
Di Rusia, Egor Cheliev menciptakan bahan pengikat baru dengan mencampurkan kapur dan tanah liat. Hasilnya dipublikasikan pada tahun 1822 dalam bukunya A Treatise on the Art to Prepare a Good Mortar yang diterbitkan di St. Beberapa tahun kemudian pada tahun 1825, ia menerbitkan buku lainnya, yang menjelaskan berbagai metode pembuatan semen dan beton, serta manfaat semen dalam konstruksi bangunan dan tanggul.
Disadur dari: en.wikipedia.org

Perindustrian
Profil Perusahaan Semen Padang
Dipublikasikan oleh Wafa Nailul Izza pada 06 Maret 2025
PT Semen Padang adalah perusahaan milik negara yang menjadi pabrik semen tertua di Indonesia, yang didirikan pada tahun 1910.
Perusahaan ini memiliki klub sepak bola Semen Padang F.C., yang berlaga di Liga 2 (Indonesia).
Sejarah
PT Semen Padang (Persero) didirikan pada tanggal 18 Maret 1910 dengan nama NV Nederlandsch Indische Portland Cement Maatschappij (NV NIPCM). Perusahaan ini merupakan pabrik semen pertama di Indonesia. Pada tanggal 5 Juli 1958, perusahaan dinasionalisasi oleh Pemerintah Republik Indonesia. Pada masa ini, Perseroan mulai mengembangkan diri dengan meningkatkan kapasitas Pabrik Indarung I menjadi 330.000 ton/tahun. Selanjutnya, Perseroan mengembangkan kapasitas produksinya dengan mendirikan Pabrik Indarung II, III dan IV yang berbeda dengan Pabrik Indarung I, yang menggunakan proses kering.
Pada tahun 1995, Pemerintah mengalihkan kepemilikan saham PT Semen Padang kepada PT Semen Gresik (Persero) Tbk dan pada tahun yang sama menyetujui pembangunan Indarung V. Saat ini PT Semen Gresik (Persero) Tbk memiliki 99,99% saham perusahaan. Sisanya sebesar 0,01% dimiliki oleh Koperasi Keluarga Besar Semen Padang. Saham pengendali PT Semen Gresik (Persero) Tbk. di perusahaan (51,01%) dimiliki oleh Pemerintah Republik Indonesia, sedangkan 48,09% sisanya dimiliki oleh berbagai pemegang saham.
Produksi
Kapasitas Pabrik
Salah satu pabrik Indarung
Total kapasitas produksi PT Semen Padang adalah 8.400.000 ton/tahun, menjadikannya sebagai produsen semen terbesar di Indonesia, dengan rincian sebagai berikut:
- Pabrik Indarung II = 860.000 ton/tahun
- Pabrik Indarung III = 720.000 ton/tahun
- Pabrik Indarung IV = 1.920.000 ton/tahun
- Pabrik Indarung V = 3.000.000 ton/tahun
- Pabrik Indarung VI = 1.500.000 ton/tahun
- Pabrik Semen Dumai = 900.000 ton/tahun
Pabrik Indarung I telah dinonaktifkan sejak Oktober 1999, dengan pertimbangan efisiensi dan polusi. Pabrik yang didirikan pada tanggal 18 Maret 1910 ini dalam proses produksinya menggunakan proses basah.
Disadur dari: en.wikipedia.org

Perindustrian
Profil Perusahaan Semen Gresik
Dipublikasikan oleh Wafa Nailul Izza pada 06 Maret 2025
PT Semen Gresik merupakan anak perusahaan dari PT Semen Indonesia (Persero) Tbk. Perusahaan ini merupakan perusahaan operasional penghasil semen di grup Semen Indonesia. Pendirian perusahaan ini sama seperti pendirian PT Pupuk Sriwidjaja Palembang oleh PT Pupuk Indonesia Holding Company. Dengan berdirinya PT Semen Gresik, PT Semen Indonesia (Persero) Tbk menjadi strategic holding dan menyerahkan produksi semen ke anak perusahaan.
Produksi
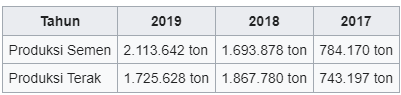
PT Semen Gresik memproduksi 2,11 juta ton semen dan 1,72 juta ton terak pada tahun 2019. Produksi semen dan terak PT Semen Gresik tahun 2017-2019 disajikan pada tabel berikut:.
Sumber: id.wikipedia.org

Perindustrian
Profil Perusahaan Semen Indonesia (Persero)
Dipublikasikan oleh Wafa Nailul Izza pada 06 Maret 2025
PT Semen Indonesia (Persero) Tbk, umumnya dikenal sebagai SIG, adalah perusahaan semen Indonesia yang didirikan pada tahun 1957 di Gresik, dengan nama NV Semen Gresik. Pada tahun 1991, PT Semen Gresik menjadi BUMN pertama di Indonesia yang go public. Selanjutnya pada tahun 1995, PT Semen Gresik (Persero) Tbk melakukan konsolidasi dengan PT Semen Padang dan PT Semen Tonasa yang kemudian dikenal dengan nama Semen Gresik Group.
Pada tanggal 7 Januari 2013, PT Semen Gresik (Persero) Tbk bertransformasi menjadi PT Semen Indonesia (Persero) Tbk, dan berperan sebagai perusahaan induk strategis yang membawahi Semen Gresik, Semen Padang, Semen Tonasa, dan Thang Long Cement.
Pada tanggal 31 Januari 2019, SIG melalui anak usahanya PT Semen Indonesia Industri Bangunan (SIIB) secara resmi mengakuisisi 80,6% saham Holderfin B.V. yang ditempatkan dan disetor di Holcim Indonesia. Selanjutnya, pada tanggal 11 Februari 2019, melalui mekanisme Rapat Umum Pemegang Saham Luar Biasa, telah disetujui perubahan nama PT Holcim Indonesia Tbk menjadi PT Solusi Bangun Indonesia Tbk.
Disadur dari: en.wikipedia.org

Perindustrian
Profil PT Semen Tonasa
Dipublikasikan oleh Wafa Nailul Izza pada 06 Maret 2025
PT Semen Tonasa adalah anak usaha Semen Indonesia yang bergerak di bidang produksi semen. Untuk mendukung kegiatan bisnisnya, perusahaan ini memiliki 13 unit pengantongan semen yang terutama terletak di Indonesia bagian timur. Perusahaan ini juga memiliki kantor penghubung di Makassar dan kantor perwakilan di Jakarta.
Perusahaan ini adalah produsen semen terbesar di Indonesia bagian timur. Perusahaan ini menempati lahan seluas 1.571 hektar di Biringere, Bungoro, Pangkep, atau sekitar 68 kilometer dari Makassar. Hingga akhir tahun 2021, perusahaan ini mengoperasikan empat unit pabrik yang total kapasitas terpasangnya mencapai 7,4 juta ton semen per tahun. Pabrik Tonasa II dan III masing-masing dapat memproduksi 675 ribu ton semen per tahun, sementara Pabrik Tonasa IV dapat memproduksi 2,7 juta ton semen per tahun dan Pabrik Tonasa V dapat memproduksi 3,37 juta ton semen per tahun.
Selain itu, perusahaan ini juga memiliki Pelabuhan Khusus Biringkassi untuk memudahkan pengiriman produknya melalui jalur laut. Perusahaan ini juga memiliki dua unit PLTU berkapasitas 2x25 MW dan 2x35 MW, serta Coal Unloading System berkapasitas 1.000 ton per jam di Biringkassi.
Sejarah
Perusahaan ini memulai sejarahnya pada tahun 1960 saat Tap MPRS nomor II/MPRS/1960 antara lain mengamanatkan pembangunan sebuah pabrik semen di Indonesia bagian timur. Badan Pelaksana Proyek Semen Tonasa lalu diresmikan oleh Menteri Perindustrian, M. Jusuf, pada tanggal 2 November 1968 untuk membangun pabrik semen tersebut di Sulawesi Selatan. Pada tahun 1971, pabrik semen yang telah selesai dibangun dijadikan modal untuk mendirikan sebuah perusahaan umum (Perum) dengan nama Perum Semen Tonasa. Pabrik semen tersebut lalu diberi nama pabrik Tonasa I dan beroperasi dengan kapasitas 120.000 ton per tahun. Pada tahun 1975, status perusahaan ini diubah menjadi persero.
Pada tahun 1980, pabrik Tonasa II mulai beroperasi dengan kapasitas terpasang 510.000 ton per tahun. Pada tahun 1984, pabrik Tonasa I dihentikan operasionalnya, karena tidak lagi ekonomis. Pada tahun 1985, pabrik Tonasa III mulai beroperasi dengan kapasitas terpasang 590.000 ton per tahun. Pada tahun 1991, pabrik Tonasa II dioptimalisasi, sehingga kapasitasnya dapat ditingkatkan menjadi 590.000 ton per tahun. Pada tanggal 15 September 1995, pemerintah Indonesia resmi menyerahkan mayoritas saham perusahaan ini ke Semen Gresik.[3][4] Pada tahun 1996, pabrik Tonasa IV mulai beroperasi dengan kapasitas 2,3 juta ton per tahun. Pada saat yang sama, Pembangkit Listrik 1 juga mulai dioperasikan dengan kapasitas 2 x 25 MW.
Pada tanggal 1 Februari 2013, pabrik Tonasa V mulai beroperasi secara komersial dengan kapasitas terpasang sebesar 2,5 juta ton per tahun. Pada tanggal 19 Februari 2014, pabrik Tonasa V dan Pembangkit Listrik 2 yang berkapasitas 2 x 35 MW diresmikan oleh Presiden Susilo Bambang Yudhoyono.
Struktur Manajemen
- Dewan Komisaris
- Husain Abdullah (Komisaris Utama)
- DR. Nata Irawan, SH, M.Si
Dewan Direktur
- Asruddin (Direktur Utama)
- Mochamad Alfin Zaini, ST (Direktur Produksi)
- Anis, SE. MM (Direktur Keuangan)
Pemegang saham
- Semen Indonesia 99,99%
- Koperasi Karyawan Semen Tonasa 0,01%
Sumber: id.wikipedia.org
